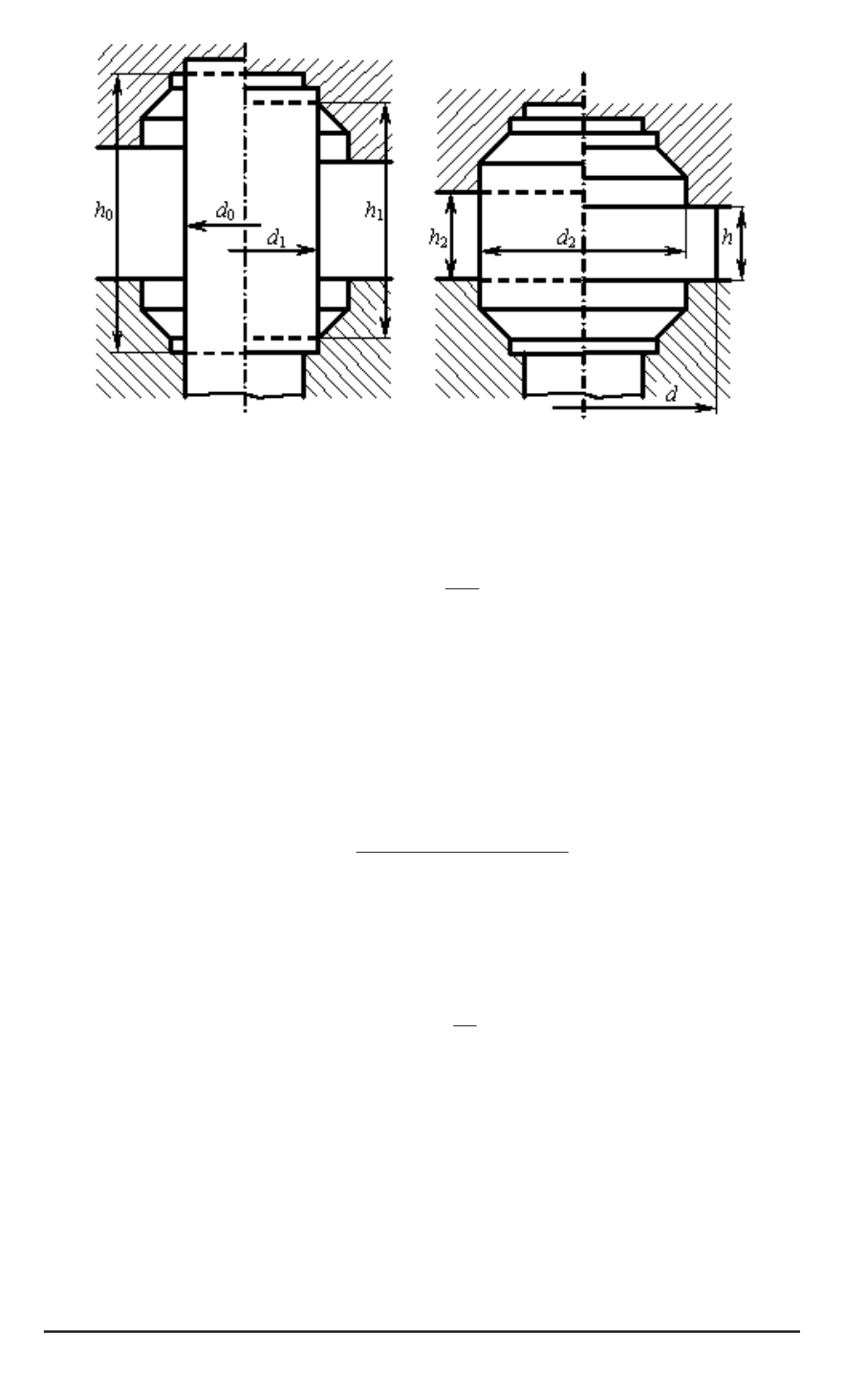
Рис
. 5.
Параметры процесса пластической деформации при высадке изделия
сложного профиля
трения
µ
= 0
,
5
:
q
= 1 +
d
i
8
h
i
,
(30)
где в начальный момент деформации в качестве
d
i
и
h
i
следует подстав
-
лять
d
0
и
h
0
,
затем
—
d
1
и
h
1
и так далее
(
см
.
рис
. 5).
Если момент полного завершения деформации представляет собой
не осадку
,
а высадку
(
см
.
рис
. 5,
справа
),
то максимальное значение
удельной силы следует определять по формуле
,
полученной из выра
-
жения
(1.96) [5]:
q
= 1 +
µ
(
d
4
−
d
4
i
) + 0
,
5
d
3
i
d
4
d
3
h
,
(31)
где
,
например
,
для рис
. 5
d
i
=
d
2
.
При этом накопленную деформацию в зоне высадки в каждый рас
-
сматриваемый момент удобнее всего определять по формуле
e
i
= 2 ln
d
i
d
0
.
(32)
В момент окончания высадки следует подставлять
d
i
=
d
.
Часто
,
особенно при штамповке на автоматах
,
высадке предшеству
-
ют операции выдавливания или редуцирования
(
рис
. 6).
Поскольку при
таких операциях протяженность очага пластической деформации срав
-
нительно невелика
[3],
и упрочнение либо совсем не затрагивает
,
либо
мало затрагивает зону последующей высадки
,
то накопленную дефор
-
мацию высаживаемой зоны можно определять по формуле
(32)
и в дан
-
ном случае
.
ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2004.
№
4 69


