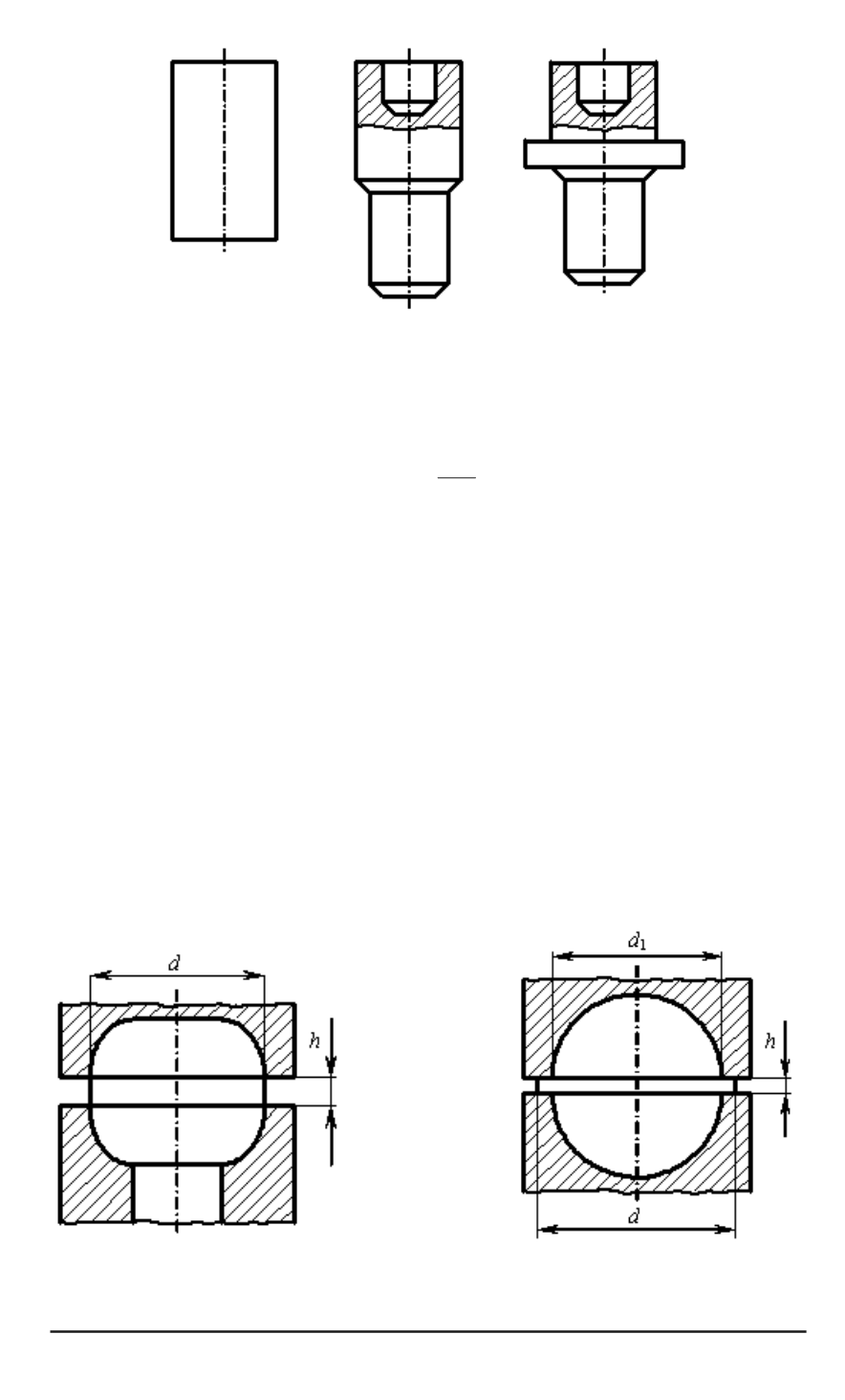
Рис
. 6.
Типовые переходы малоотходной штамповки
Текущее значение силы высадки определяется по формуле
P
=
σ
s
πd
2
i
4
q.
(33)
Очевидно
,
что при таком методе расчета изменения силы по хо
-
ду высадки промежуточная
(
между характерными точками
)
конфигура
-
ция формообразующего инструмента существенного значения не име
-
ет
.
Например
,
для определения удельной силы окончания высадки го
-
ловки шарового пальца или безоблойной штамповки шарика
(
рис
. 7)
можно использовать формулу
(1.104) [5],
подставляя в нее
d
и
h
.
Для
определения удельной силы облойной штамповки шарика
(
рис
. 8)
мож
-
но использовать формулу
(31),
подставляя в нее
d
i
=
d
1
.
Пример
6
.
На цилиндрической заготовке из стали
45 [4] (
рис
. 12,
б
,
см
.
с
. 287
и табл
. 13,
с
. 289)
с исходным диаметром
d
0
= 15
,
83
мм по
крайней правой схеме
(
см
.
рис
. 5)
было высажено поперечное утолще
-
ние с
d
2
= 22
мм
,
d
= 26
,
9
мм и
h
= 5
мм
.
Сила окончания высад
-
Рис
. 7.
Высадка головки шаро
-
вого пальца
Рис
. 8.
Облойная штамповка
шарика
70 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2004.
№
4


