Суппортныйузел, непосредственно участвуя в формообразовании,
прямо влияет на процесс формирования качества обработаннойпо-
верхности. В настоящее время практически отсутствуют методы ком-
плексного диагностирования и прогнозирования технологическойна-
дежности станков по параметрам перемещения их СУ.
Уровень разработок по методическому и информационному обес-
печению диагностирования и прогнозирования технологическойна-
дежности по параметрам траекторийпоступательного перемещения
(суппортов, столов, ползунов) металлорежущих станков недостаточен
для их использования при реализации ПМИ станков.
Сформулируем цель и основные задачи настоящейработы.
Траекторию формообразующейточки, совпадающейс вершиной
резца, установленного в СУ токарного станка, предложено рассматри-
вать как реализацию случайнойфункции, аргументом которойявляет-
ся значение управляемойкоординаты [4]. При любом значении аргу-
мента для случайной функции могут быть определены статистические
характеристики [5]: математическое ожидание, дисперсия, корреляци-
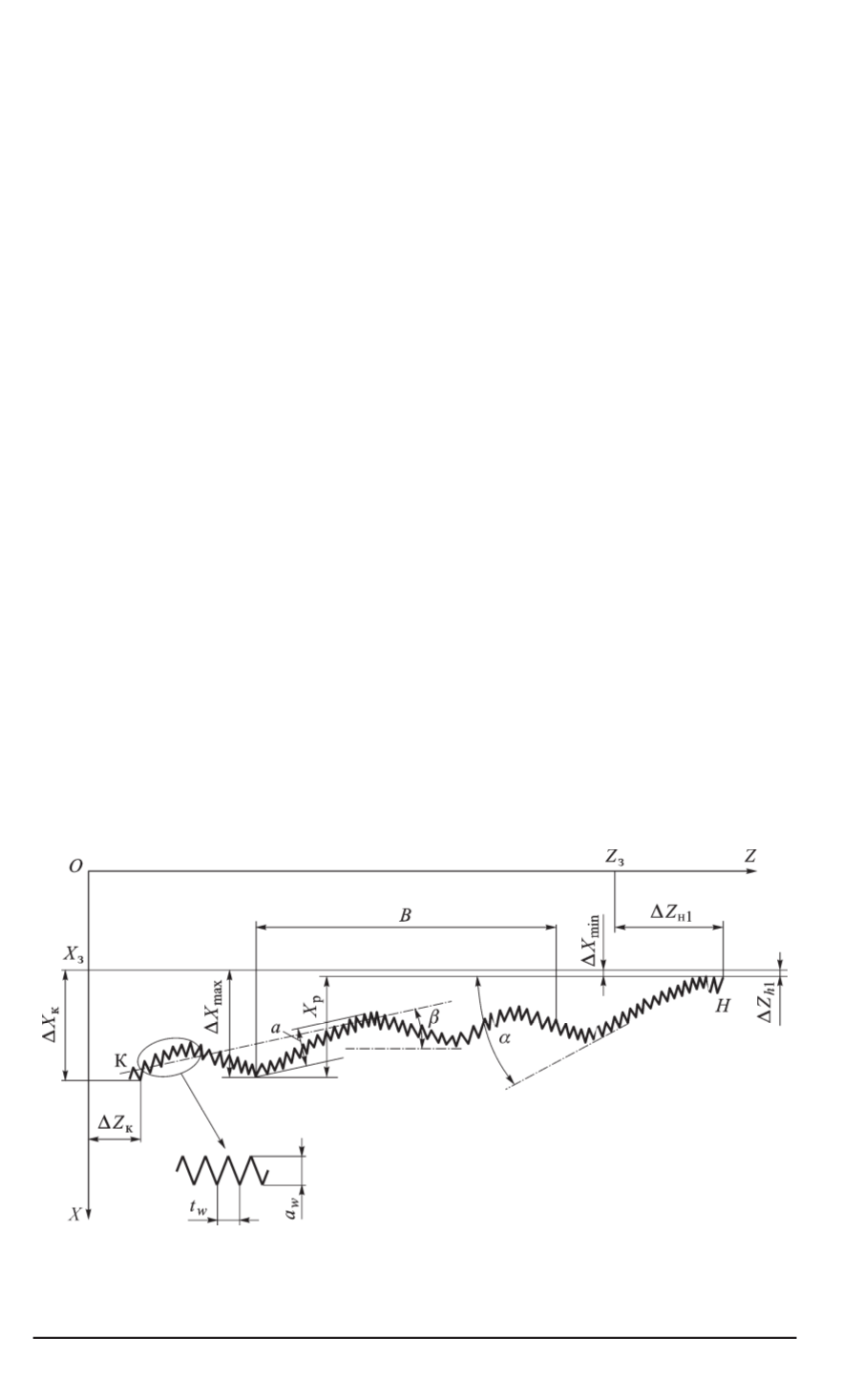
онная функция. Траекторию формообразующейточки при продольном
точении предложено рассматривать в координатном квадранте
XOZ
(рис. 1) принятойдля токарных станков системы координат. Ее основ-
ные выходные параметры приведены в табл. 1.
Определяем правила и зависимости для нахождения значенийка-
ждого выходного параметра при продольном и поперечном перемеще-
ниях СУ, а также при одновременном перемещении СУ по двум коор-
динатам. При нормальном распределении значенийотклоненийточек
траектории по координате
Х
от заданных значенийширины зоны, в
которую с вероятностью
γ
будут укладываться возможные значения
Рис. 1. Выходные параметры единичной реализации траектории формообра-
зующей точки инструмента, установленного в СУ токарного станка при
продольном перемещении
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2 93


