Таблица 3
Условия чистовой обработки заготовок-образцов
Рабочийхо д Настроечныйраз мер
Режим резания
t
, мм
S
, мм/об
v
, м/мин
n
, об/мин
1
∅
120
,
4
−
0
,
1
0,5
0,12
151,2
400
2
∅
120
−
0
,
054
0,2
0,12
150,7
400
Анализ полученных зависимостейпоказал, что станки токарной
группы класса Н даже в начальные периоды эксплуатации имеют срав-
нительно невысокие (не более 3) запасы технологическойнадежности.
За 4 года эксплуатации запас технологическойнадежности снизился
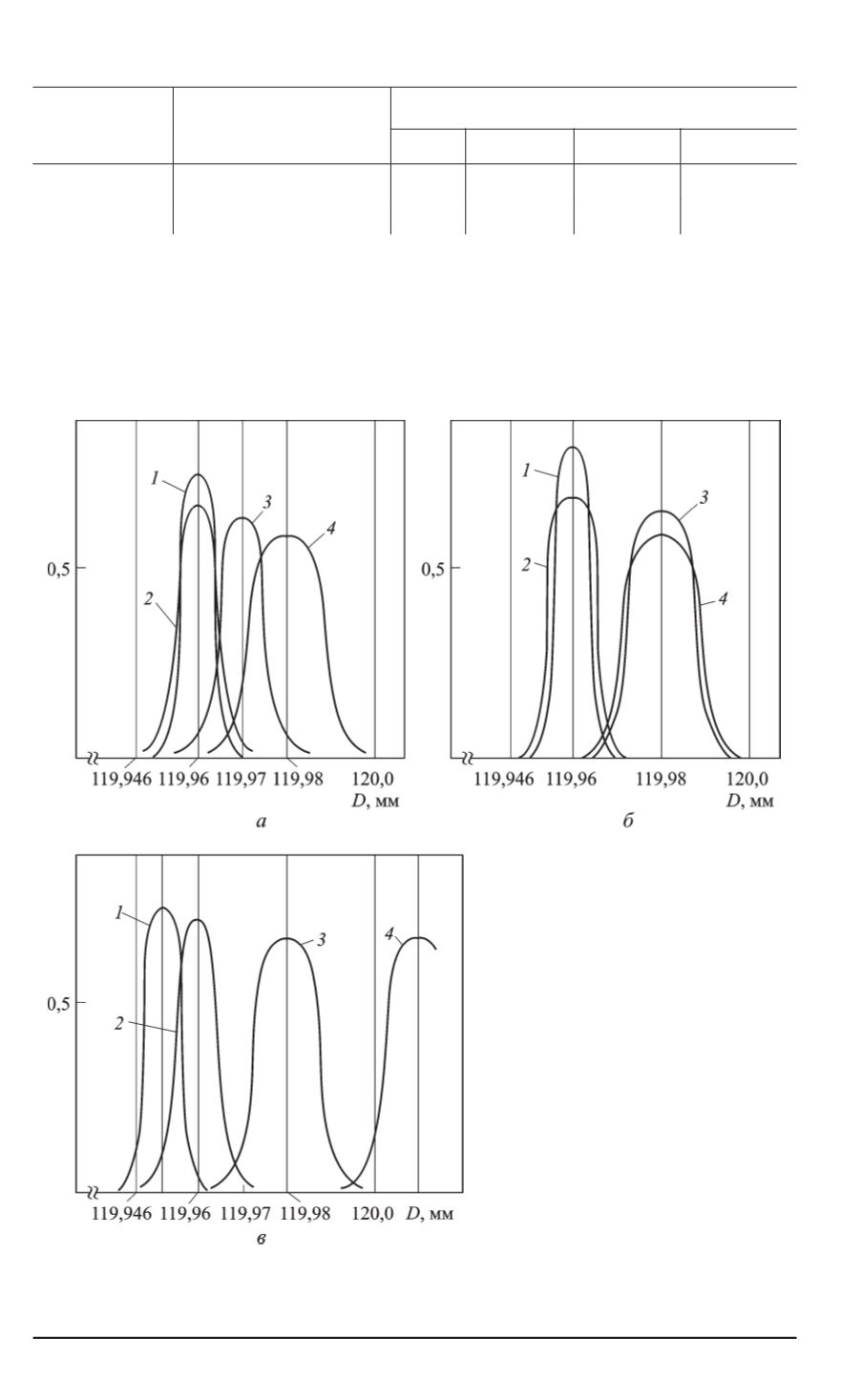
Рис. 7. Распределения значений диаметров обработанной поверхности
заготовки-образца для станков 16К20Ф3 (
а
), 16К20Т1 (
б
), 16К30 (
в
) (
1, 2, 3,
4
— контрольные моменты (годы))
102 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2


