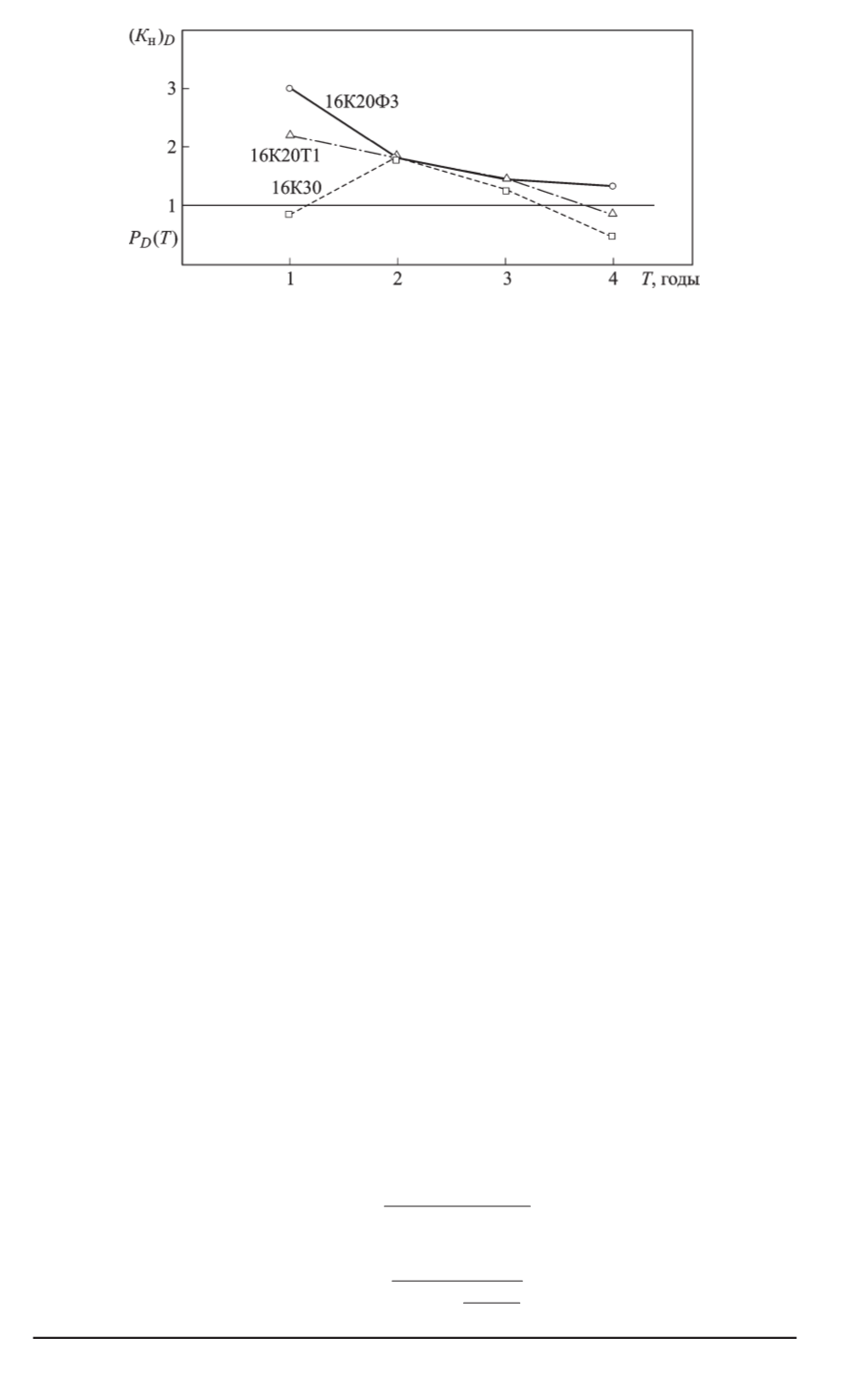
Рис. 8. Изменение запаса надежности по точности (
K
н
)
D
и (или) вероятности
безотказной работы
P
D
(
T
)
исследуемых станков
в 2,2–2,3 раза, что делает, в частности, получение точности разме-
ров обработанных поверхностейв пределах IT7 проблематичным. По
мере эксплуатации станка наблюдается перманентное смещение значе-
ния математического ожидания выдерживаемого размера в сторону его
верхнего предельного значения, а также увеличение рассеяния разме-
ра. Изменение указанных характеристик происходит по зависимостям,
близким к линейным. Запас технологической надежности с увеличе-
нием времени эксплуатации убывает по зависимости, близкойк линей-
ной. Изменение статистических характеристик параметров траекторий
СУ практически линейно зависит от времени эксплуатации станка.
Интенсивность изменения рассеяния размеров превышает интенсив-
ность изменения его математического ожидания. Это свидетельствует
о возрастании роли случайных (стохастических) составляющих при
формировании выдерживаемого размера. Предложена следующая мо-
дель относительных измененийхарактеристик параметров траекторий
перемещения СУ:
α
∗
= 1 +
β
∗
(
τ
−
1)
,
(12)
где
α
∗
— относительное изменение характеристики параметра по срав-
нению со значениями к концу первого года эксплуатации (
α
п
— мате-
матическое ожидание;
α
σ
— среднеквадратическое отклонение);
β
∗
—
угловойкоэффициент аппроксимирующейМНК-прямой;
τ
— срок экс-
плуатации станка (годы).
Для рассматриваемых параметров определим линейные МНК-
модели, прогнозирующие их характеристики с погрешностью не более
10. . . 15%. Для прогнозирования значения запаса технологическойна-
дежности в зависимости от относительного изменения характеристик
параметров траекторийСУ и времени предложим выражения
(
k
н
)
τ
D
=
(
k
н
)
и
D
1 +
β
σ
(
τ
−
a
)
;
(13)
(
k
н
)
τ
D
=
(
k
н
)
и
D
1 +
β
σ
(
α
п
−
1)
β
п
,
(14)
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 2 103


