Одновременное пренебрежение коэффициентом
B
0
и переменным
характером величины
γ
вносит погрешность не более
7 %
или не более
0,01
мм
.
Если принять погрешность в
10 %
допустимой
,
то влиянием
коэффициента
B
0
и переменным характером
γ
можно пренебречь
.
Деформация радиусов валков
δR
=
δR
L
1
+
δR
L
2
влияет на профиль
сильнее
.
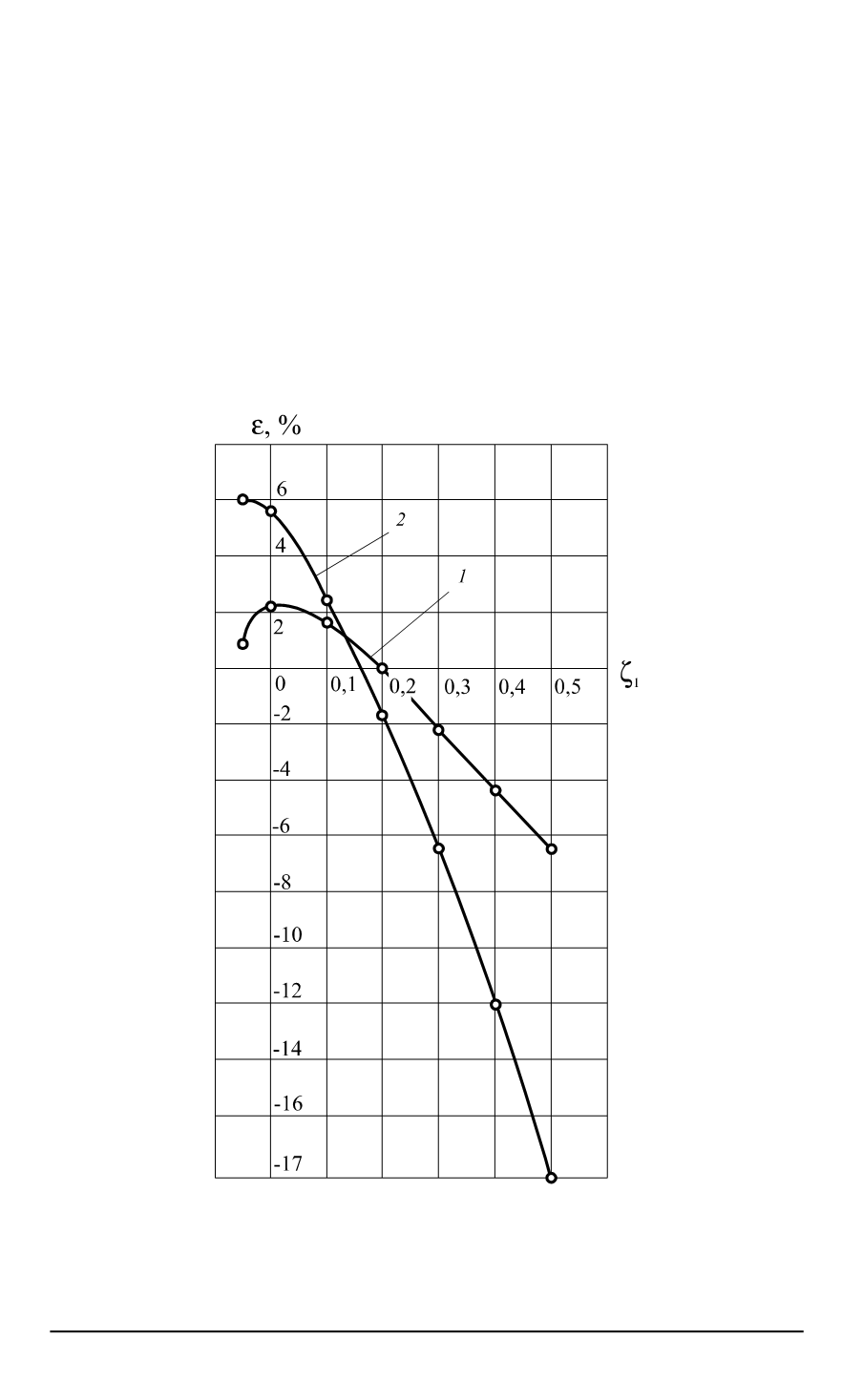
На рис
. 4
показан график
2
относительной погрешности
,
на
-
водимой одновременным пренебрежением всех слабых влияний
.
Если принять
B
0
= 0
,
δR
= 0
и
γ
=
const
погрешность расчета
может достичь
15 % (0,02
мм
).
Анализ влияния ширины полосы
.
Степень влияния остальных
регулируемых факторов
,
в том числе и ширины
,
проанализируем с ис
-
Рис
. 4.
Погрешность расчета размера профиля
:
1, 2
—
при одновременном пренебрежении коэффициентом
B
0
и переменным харак
-
тером коэффициента
γ
;
при одновременном пренебрежении
B
0
,
переменным харак
-
тером
γ
и радиальной деформацией
δR
108 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2005.
№
1


