Рис. 8. Отображение Пуанкаре для приве-
денной толщины срезаемого слоя
ˉ
η
при раз-
личных значениях
κ
:
•
и
◦
— cм. рис. 6
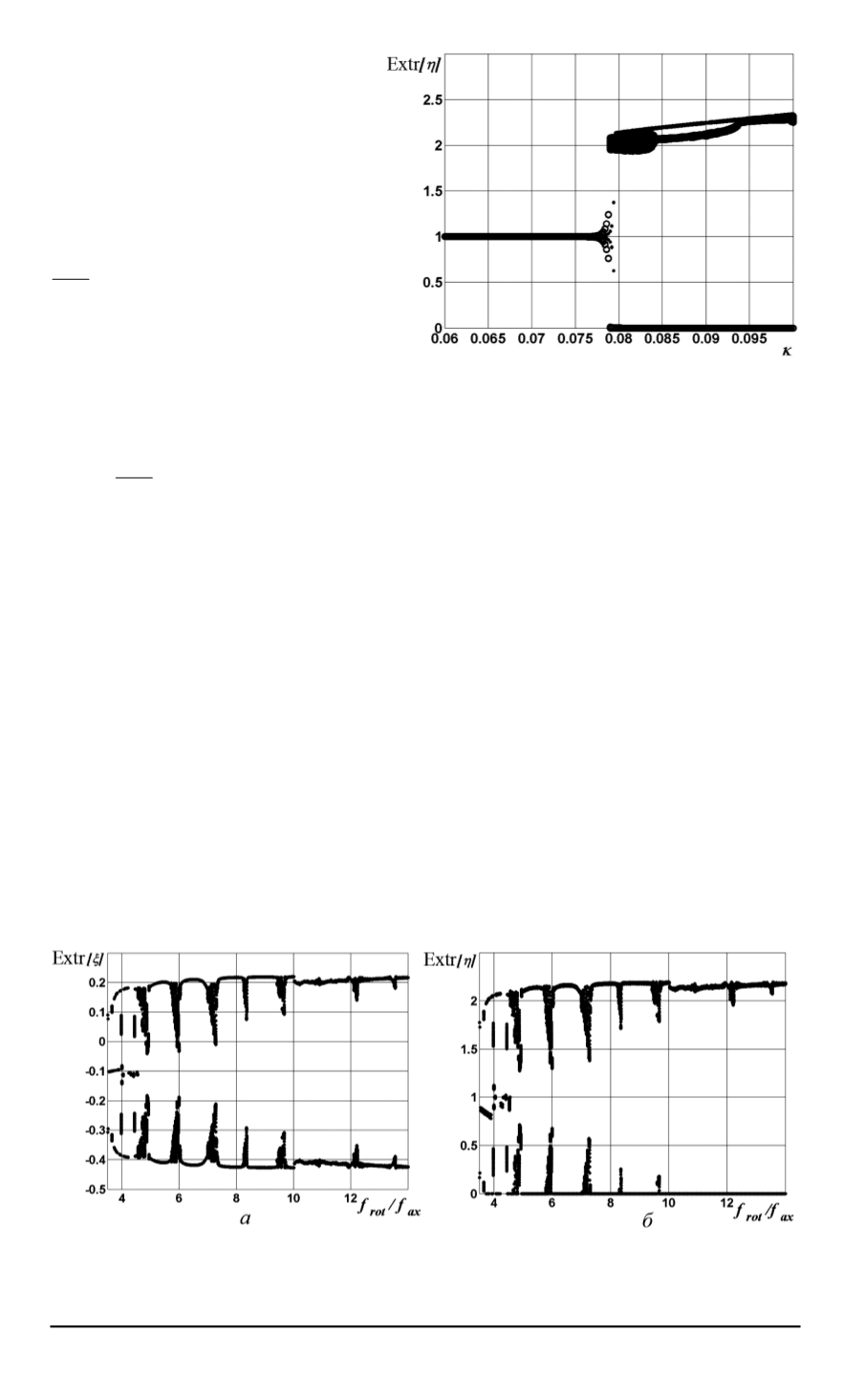
Если менять собственную
частоту крутильных колеба-
ний, оставляя при этом неиз-
менной собственную часто-
ту осевых колебаний инстру-
мента, то, построив диаграм-
му Пуанкаре в осях Extr[
η
] —
f
rot
f
ax
(см. рис. 9), можно уви-
деть, что заметное влия-
ние собственной частоты кру-
тильных колебаний имеет ме-
сто при довольно низких зна-
чениях крутильной жестко-
сти
f
rot
f
ax
<
5
, а также при
значениях
f
rot
, кратных
f
ax
. При получении диаграммы на рис. 9 при-
нимались следующие значения параметров:
κ
= 8
,
48
∙
10
−
2
,
f
ax
= 2
,
7
,
ζ
= 0
,
02
.
Дальнейшая работа над рассматриваемой проблемой предполагает
также следующие этапы: исследование влияния крутильных колеба-
ний инструмента на процесс сверления с внешним источником вибра-
ций; исследование влияния меняющейся геометрии режущей кром-
ки инструмента на динамику процесса вибросверления; исследование
влияния технологических параметров на процесс образования боковой
поверхности отверстия в целях прогнозирования качества и точности
обработки.
Выводы.
1. При выбранной расчетной схеме инструмента зо-
ны динамической устойчивости процесса сверления с непрерывной
Рис. 9. Влияние отношения собственных частот
f
rot
и
f
ax
на автоколебания
системы:
a
— влияние на
ξ
;
б
– влияние на
ˉ
η
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2007. № 1 17


