Рис
. 1.
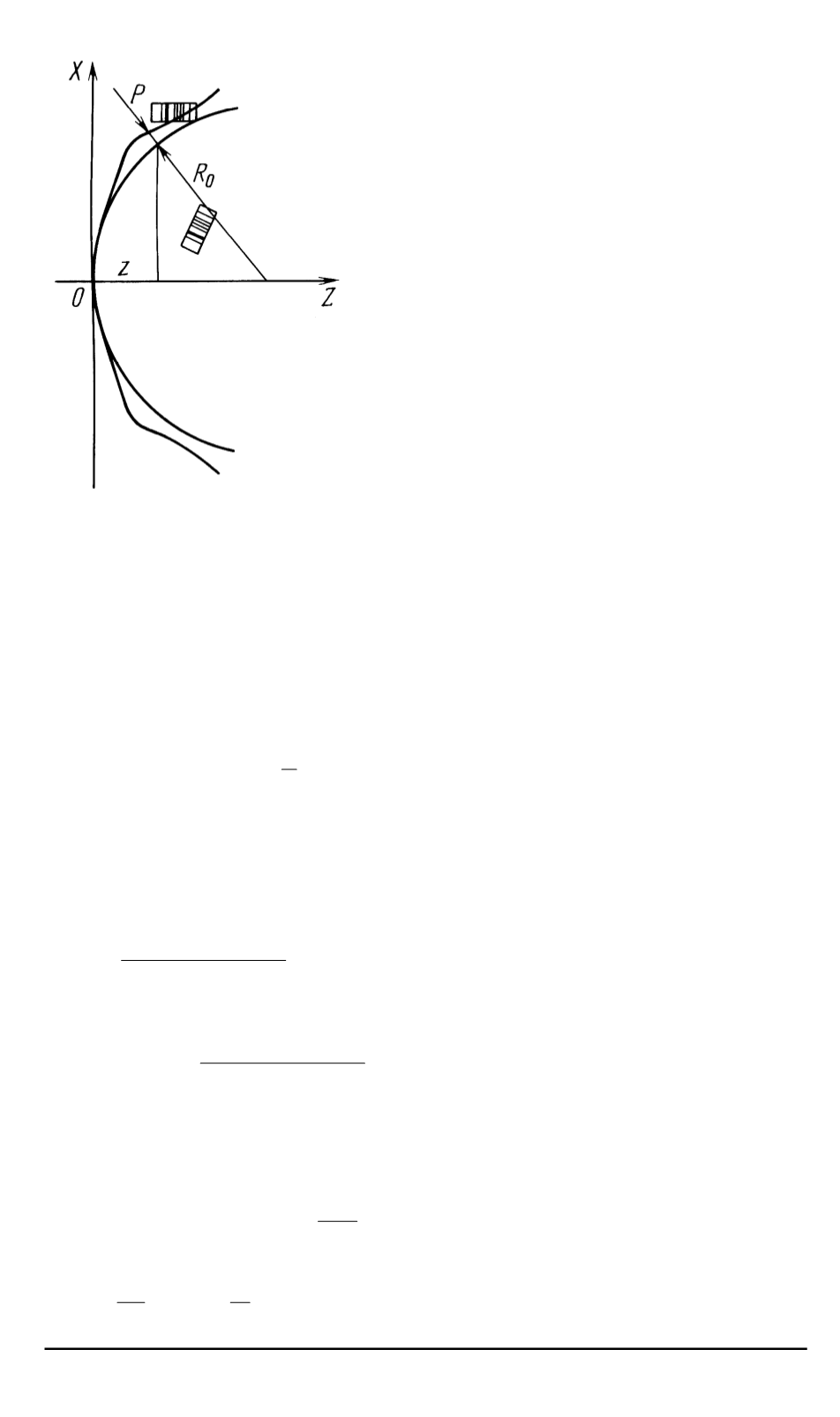
Погрешность формы по
-
верхности
Отклонения текущего размера кон
-
кретной поверхности
,
полученной после
n
-
го сеанса обработки
,
определяется как
сумма двух слагаемых
:
∆
R
n
(
ϕ, x
) = ˜
R
n
(
ϕ, r
) +
R
0
n
(
ϕ, r
)
,
где
˜
R
n
(
ϕ, r
)
—
низкочастотная соста
-
вляющая неровностей поверхности
;
R
0
n
(
ϕ, r
)
—
отклонение неровностей этой
поверхности от низкочастотной соста
-
вляющей
.
Эти слагаемые в общем случае при
наличии неосесимметричных погреш
-
ностей рационально аппроксимировать
двумерными полиномами Цернике
,
орто
-
гональными на круге или кольце
,
в за
-
висимости от формы оптической поверх
-
ности
:
C
nm
(
r, ϕ
) =
r
n
cos
mϕ
;
˜
R
n
(
r, ϕ
) =
n
1
X
k
1
=1
n
2
X
k
2
=1
α
k
1
k
2
C
k
1
k
2
(
r, ϕ
);
α
k
1
k
2
=
1
π
2
π
Z
0
dϕ
1
Z
0
r
∆
R
n
(
r, ϕ
)
C
k
1
k
2
(
r, ϕ
)
dr.
Зная значения
˜
R
n
(
ϕ, r
)
и
R
0
n
(
ϕ, r
)
,
можно найти слагаемые среднего
квадрата отклонений текущего размера
σ
2
R
0
n
и
σ
2
˜
R
n
:
σ
2
R
0
n
=
1
(
P
−
1)(
Q
−
1)
P
X
k
=1
Q
X
m
=1
h
∆
R
n
(
k
∆
ϕ, m
∆
x
)
−
˜
R
n
(
k
∆
ϕ, m
∆
x
)
i
2
;
σ
2
˜
R
n
=
1
(
P
−
1)(
Q
−
1)
P
X
k
=1
Q
X
m
=1
h
˜
R
n
(
k
∆
ϕ, m
∆
x
)
−
¯
R
n
i
2
,
где
P
—
число радиальных сечений
;
Q
—
число шагов разбиения про
-
филя в радиальном сечении
;
∆ ¯
R
n
=
1
PQ
XX
R
n
(
k
∆
ϕ, m
∆
x
);
∆
ϕ
=
2
π
P
,
∆
x
=
l
Q
;
2
l
—
диаметр обрабатываемой поверхности
.
116 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2004.
№
2


