Рис
. 2.
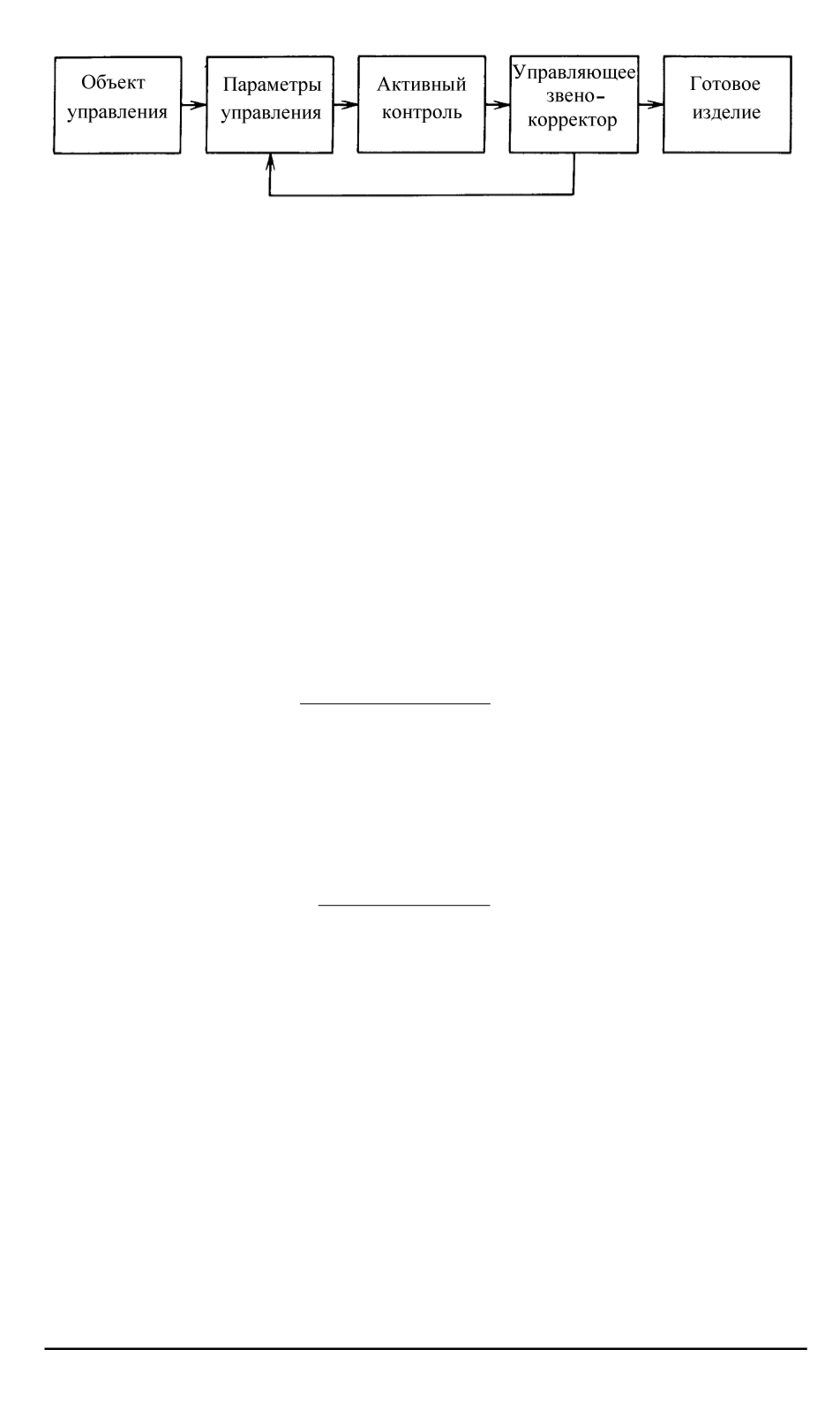
Структурная схема процесса подналадки
В общей форме процесс автоматической подналадки может быть
описан структурной схемой с обратной связью
(
на рис
. 2).
Подналадка может реализоваться станком с запаздыванием на
m
тактов
.
Передаточная функция соответствующего звена будет
z
−
m
.
Для
алгоритма подналадки
,
связывающего
∆
n
и
y
∗
n
,
примем следующую
операторную форму записи
:
∆
n
=
W
(
ζ, n
)
y
∗
n
,
где
ζ
—
оператор сдвига
,
ζy
∗
n
=
y
∗
n
+1
;
ζ
−
1
y
∗
n
=
y
∗
n
−
1
.
Конечной целью является определение характеристик корректора
.
Пользуясь обычными правилами преобразования передаточных функ
-
ций
,
можно записать оператор системы с обратной связью
:
H
(
ζ , n
) =
W
(
ζ , n
)
ζ
−
m
1 +
W
(
ζ, n
)
·
ζ
−
m
=
∞
X
j
=0
h
j
(
n
)
ζ
−
j
,
где
h
j
(
n
)
—
весовая функция замкнутой системы
.
Используя правила преобразования передаточных функций
,
полу
-
чаем выражение оператора ошибки системы
:
H
e
(
ζ, n
) =
1
1 +
W
(
ζ, n
)
z
−
m
= 1
−
H
(
ζ, n
)
.
Последовательность
{
y
n
}
отклонений размеров поверхности в раз
-
личных циклах обработки можно представить в виде
y
n
=
y
0(
k
)
n
+
c
(
k
)
n
+
c
(
k
)
0
,
где
y
0(
k
)
n
—
центрированная случайная последовательность
,
при посто
-
янных условиях обработки она является приближенно стационарной
;
c
k
—
скорость смещения настройки за шаг
(
за одну подналадку
);
c
k
0
—
ступенчатое смещение настройки
;
при
k
= 1
отклонение поверхности
равно погрешности начальной настройки
.
Применяя оператор ошибки системы
,
получим
:
[1
−
H
(
ζ, n
)]
y
0
n
=
e
(0)
n
118 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2004.
№
2


