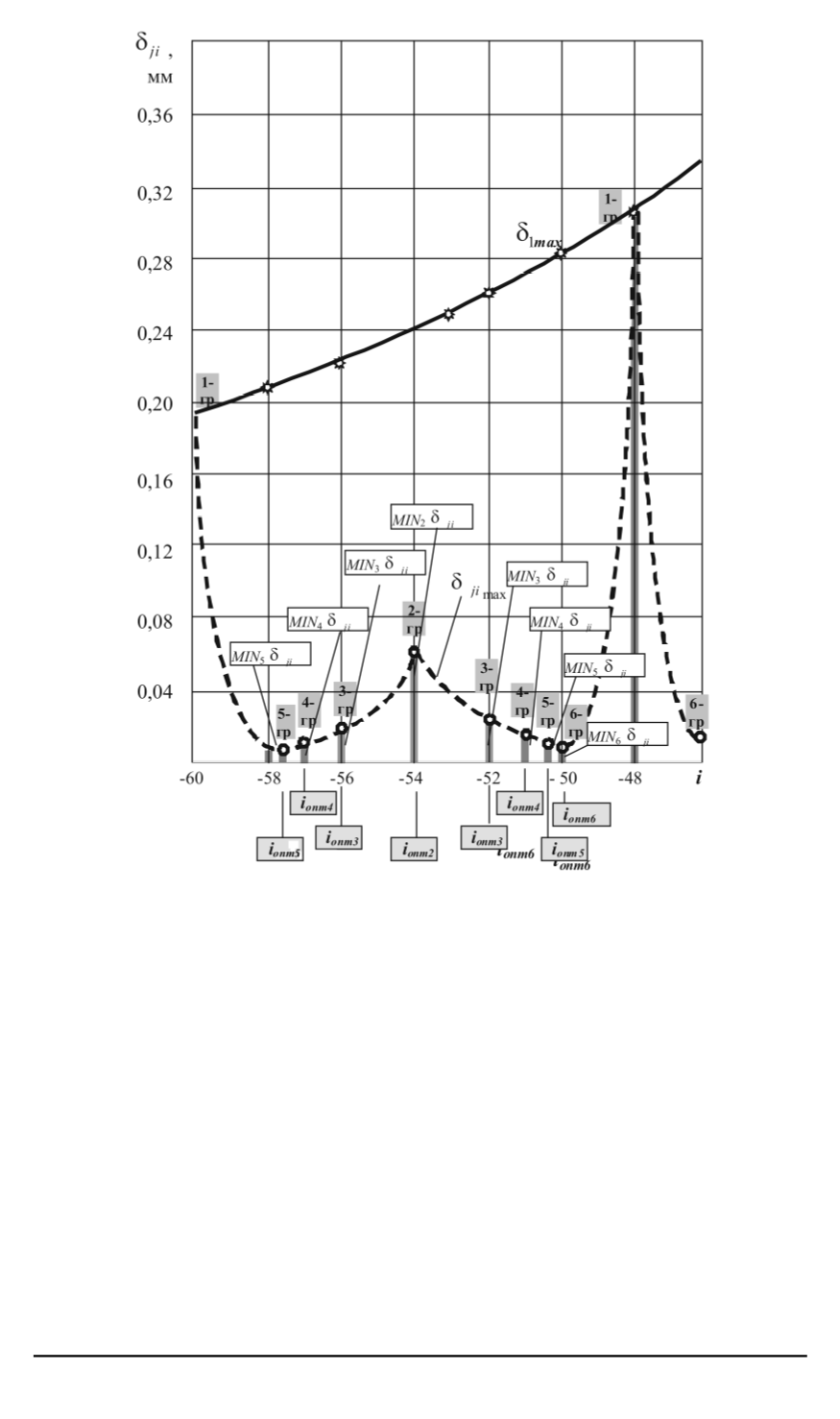
Рис. 4. Зависимость максимального радиального отклонения многогранного
профиля от кинематического передаточного отношения
Поперечное сечение представляет собой циклоидальный одногран-
ник. Минимальные значения погрешности для числа резцов, формиру-
ющих профиль
n
= 6
, обеспечиваются при
i
опт
=
−
58
,
−
50
и составля-
ют соответственно
min
δ
ji
= 0
,
006
; 0,008 мм. Однако применительно
к исходным данным рассматриваемого примера при
i
опт
=
−
58
число
резцов, формирующих каждое поперечное сечение детали, становится
равным 5. Поэтому сечение представляет собой неправильный пяти-
гранник.
Сопоставляя полученные значения, выявили, что в условиях точе-
ния, незначительно корректируя заданный уровень кинематического
передаточного отношения до оптимальных значений, при многолез-
вийном формообразовании можно в десятки раз снизить погрешность
122 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2011. № 3


