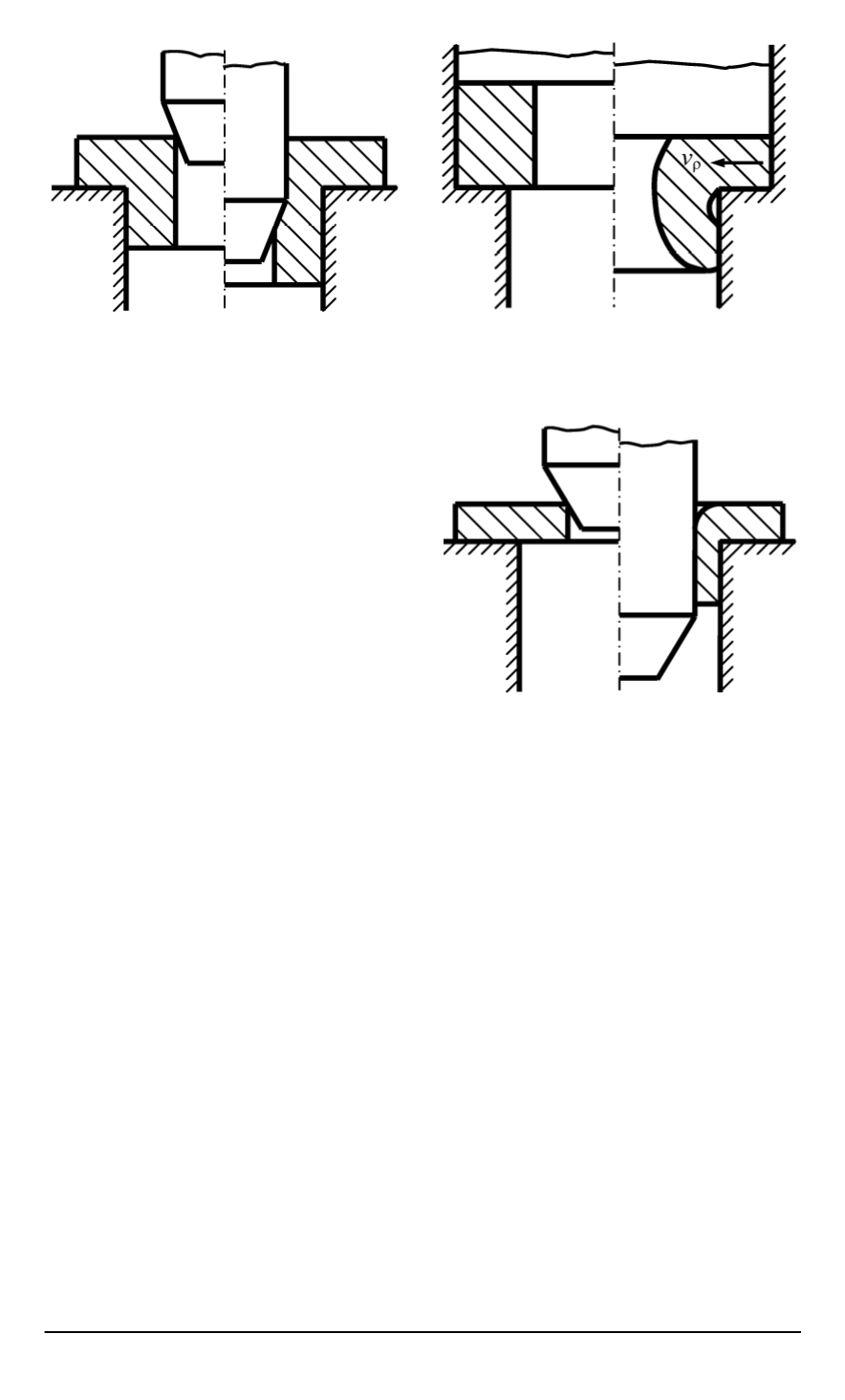
Рис. 3. Вытяжка по внутренней по-
верхности без ограничения диаме-
трального расширения фланца
Рис. 4. Получение заготовки для вы-
тяжки прямым выдавливанием без
оправки
Рис. 5. Совмещение вытяжки по вну-
тренней поверхности с отбортовкой
для вытяжки можно получать раз-
личными способами: высадкой,
контурной осадкой, радиальным
выдавливанием, прямым выдавли-
ванием на оправке. Для уменьше-
ния силы деформирования можно
использовать и прямое выдавли-
вание без оправки (рис. 4), вари-
ант которого с использованием за-
готовки в виде тора рассмотрен в
работе [8]. Верхнюю оценку силы
такого выдавливания можно сде-
лать по формуле, приведенной в
разделе 8.1 монографии [6]. Отме-
тим, что из-за сдерживающего влияния выдавленной втулочной части,
противодействующего радиальному течению металла из фланца (см.
рис. 4), на боковой наружной поверхности заготовки образуется подну-
трение, которое, как правило, устраняется при последующей вытяжке
по внутренней поверхности.
Иногда требуемое изделие можно получить, традиционно совме-
щая вытяжку по внутренней поверхности с отбортовкой (рис. 5). Сле-
дует иметь в виду, что при таком способе в зоне перехода фланца в
отверстие образуется заметная воронка. Она, как правило, образуется
и при получении исходной заготовки с помощью способа, показанно-
го на рис. 4. При других способах реализации вытяжки по внутрен-
ней поверхности (см. рис. 1–3) скругление зоны перехода существенно
уменьшается.
В основе известных теоретических исследований вытяжки по вну-
тренней поверхности [8, 9] лежит решение Е.А. Попова, полученное
методом баланса работ для обычной вытяжки с утонением стенки [2].
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2011. № 2 91


