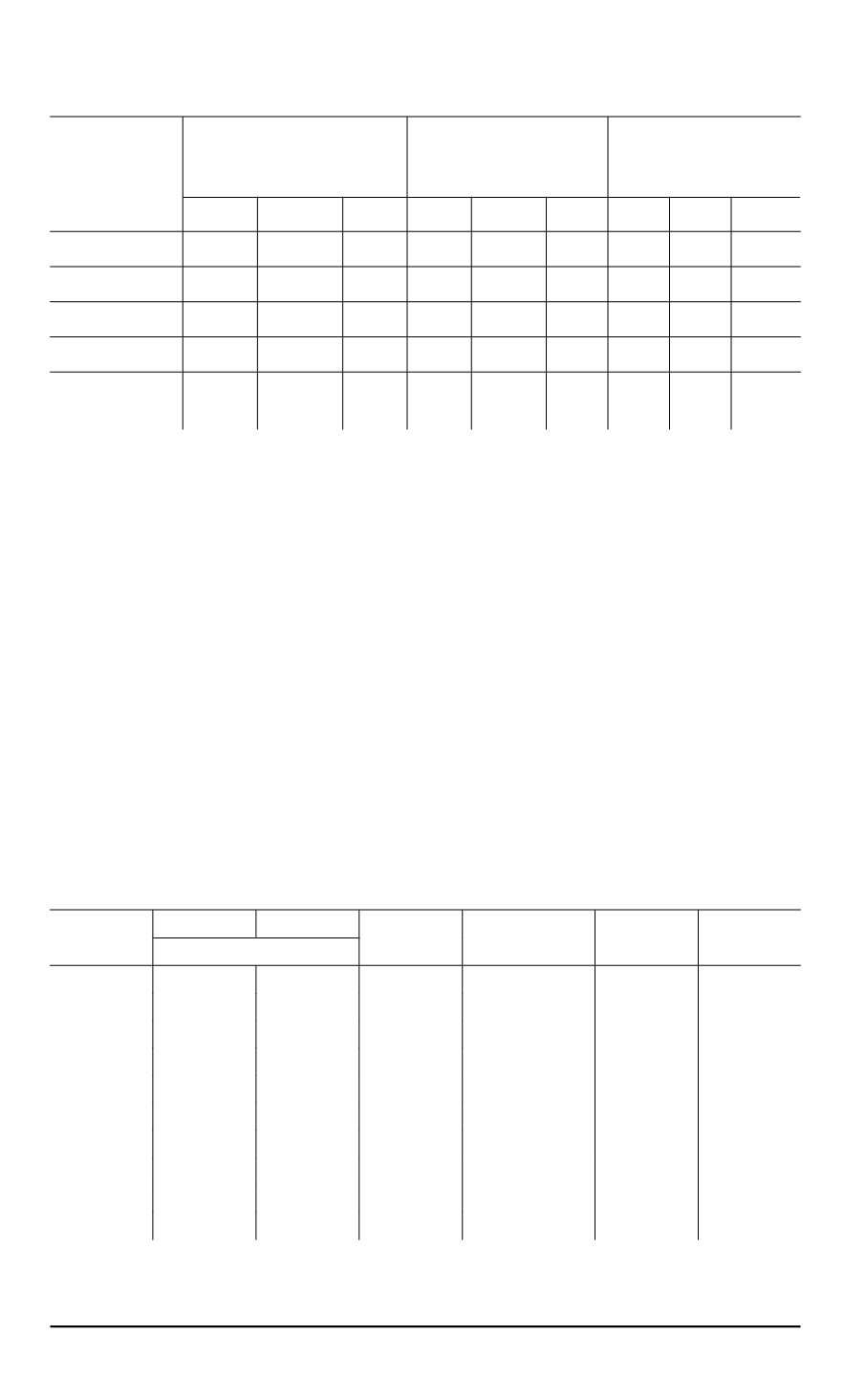
Таблица 1
Энергетические показатели (кДж) штамповки заготовок (№ 1, 2, 3) в
предварительном и окончательном ручьях на КГШП силой
Р
н
= 25
МН
Энергетичес-
кие показа-
тели
Предварительный
ручей
Окончательный
ручей
Сумма двух ручьев
№ 1 № 2 № 3 № 1 № 2 № 3 № 1 № 2 № 3
Р
д
, МН
0
,
25
Р
н
0
,
375
Р
н
0
,
5
Р
н
— — — — — —
Р
max
, МН — — —
0
,
5
Р
н
0
,
75
Р
н
Р
н
— — —
А
пл
, кДж 80,7 121,1 161,4 32,1 48,1 64,2 112,8 169,2 225,6
А
у
, кДж
3,4
7,6 13,5 13,5 30,3 53,9 16,9 37,9 67,4
А
=
А
пл
+
+
А
у
, кДж
84,1 128,7 174,9 45,6 78,4 118,1 129,7 207,1 293,0
окончательном ручье
Н
д
= 0
,
01
Н
п
= 3
,
5
мм. Результаты расчетов по-
казывают, что
А
пл
для заготовок № 3 больше, чем для заготовок № 1
ровно в 2 раза. Сила деформирования для всех заготовок в окончатель-
ном ручье вдвое больше, чем в предварительном ручье,
Р
max
= 2
Р
д
.
В то же время работа деформирования в предварительном ручье боль-
ше в 2,5 раза, чем в окончательном ручье. Это в какой-то степени
уравнивает условия эксплуатации этих ручьев.
Важнейшей характеристикой КГШП является его жесткость
С
п
(табл. 2). Нижний предел жесткости должен обеспечивать необхо-
димую точность размеров поковок по высоте. Чем больше
жесткость пресса, тем выше точность поковок по высоте. Недостаточ-
ная жесткость приводит к тому, что при штамповке в окончательном
ручье поковка не укладывается в допуск.
Таблица 2
Жесткость универсальных КГШП и жесткость процессов штамповки
заготовок № 3
Р
н
, МН
С
п
,
С
т.ср
С
п
/
С
т.ср
С
т.к
, МН/мм
С
п
/
С
т.к
Р
н
/
(
rC
п
)
МН/мм
6,3
4,35
1,58
2,75
2,2
1,98
0,015
10
6,90
2,0
3,45
2,8
2,46
0,012
16
8,43
2,67
3,16
3,73
2,26
0,013
25
11,60
3,57
3,24
5,0
2,32
0,012
40
12,95
5,0
2,59
7,0
1,85
0,015
63
13,24
6,84
1,94
9,58
1,38
0,021
80
16,42
8,33
1,97
11,66
1,41
0,020
100
17,00
10,0
1,70
14,0
1,21
0,024
125
21,18
12,02
1,76
16,8
1,26
0,023
160
25,00
13,3
1,88
18,6
1,34
0,021
Для оценки условий штамповки необходимо сравнить жесткость
пресса
С
п
и жесткость технологического процесса штамповки
С
т
(тер-
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2007. № 4 95


