Для анализа технологического процесса базовой двухпереходной
штамповки в открытых штампах используем эмпирическое уравне-
ние силы деформирования в безразмерных относительных координа-
тах (без учета влияния упругости системы пресса):
Р
Р
max
=
d
1
+
d
2
H
H
Σ
+ (1
−
d
1
−
d
2
)
H
H
Σ
р
,
(1)
где
Р
и
Р
max
— текущее за два перехода и максимальное значение силы
пластического деформирования расчетной заготовки в окончательном
ручье;
Н
и
Н
Σ
— текущее и суммарное значение хода пластического де-
формирования за два перехода;
d
1
= 0
,
08
;
d
2
= 0
,
05
— коэффициенты
для типовой круглой в плане поковки;
р
= 12
показатель степени [2].
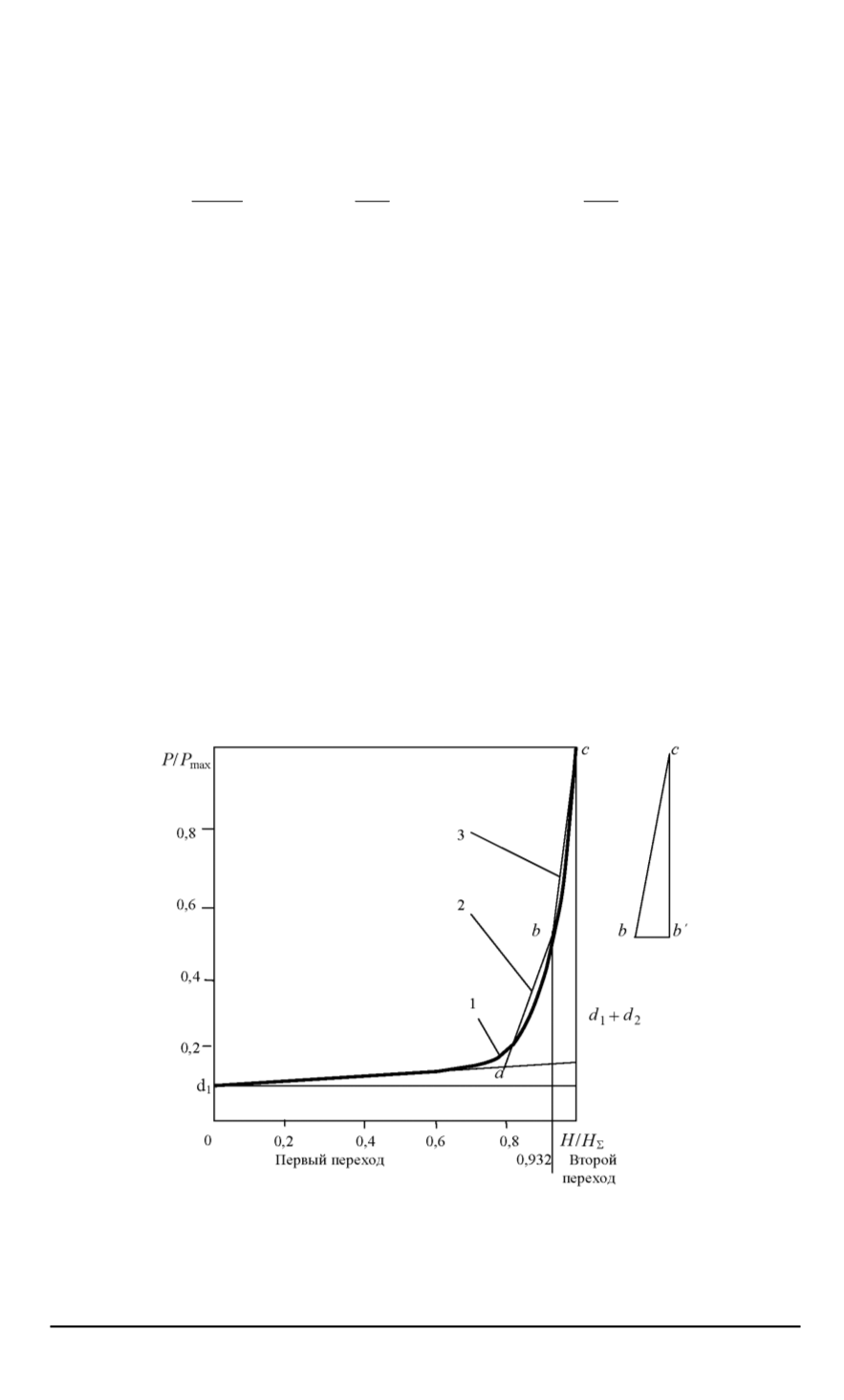
По данным Я.М. Охрименко при штамповке в окончательном ручье
максимальная сила деформирования примерно в 2 раза больше, чем в
предварительном ручье. Аналогично при проектировании молотовых
открытых штампов центр предварительного ручья располагают вдвое
дальше от центра штампа, чем центр окончательного ручья [3]. На
обобщенном графике относительной силы деформирования за границу
предварительного и окончательного ручьев примем
Н
/
Н
Σ
= 0
,
932
(точка
b
, см. рис. 1), где
Р
/
Р
max
= 0
,
5
.
В настоящей статье рассматриваются примеры штамповки загото-
вок при полном использовании силовых возможностей КГШП. При-
мем, что суммарный ход деформирования
Н
Σ
= 0
,
15
Н
п
, где
Н
п
—
Рис. 1. Графики силы пластического деформирования при штамповке за два
перехода на КГШП в открытых штампах без учета влияния упругости пресса:
1
— суммарный степенной график;
d
1
b
— первый переход (предварительный ручей);
bc
— второй переход (окончательный ручей);
2
— кусочно-линейный график первого
перехода
d
1
ab
;
3
— линейный график второго перехода
bc
92 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2007. № 4


