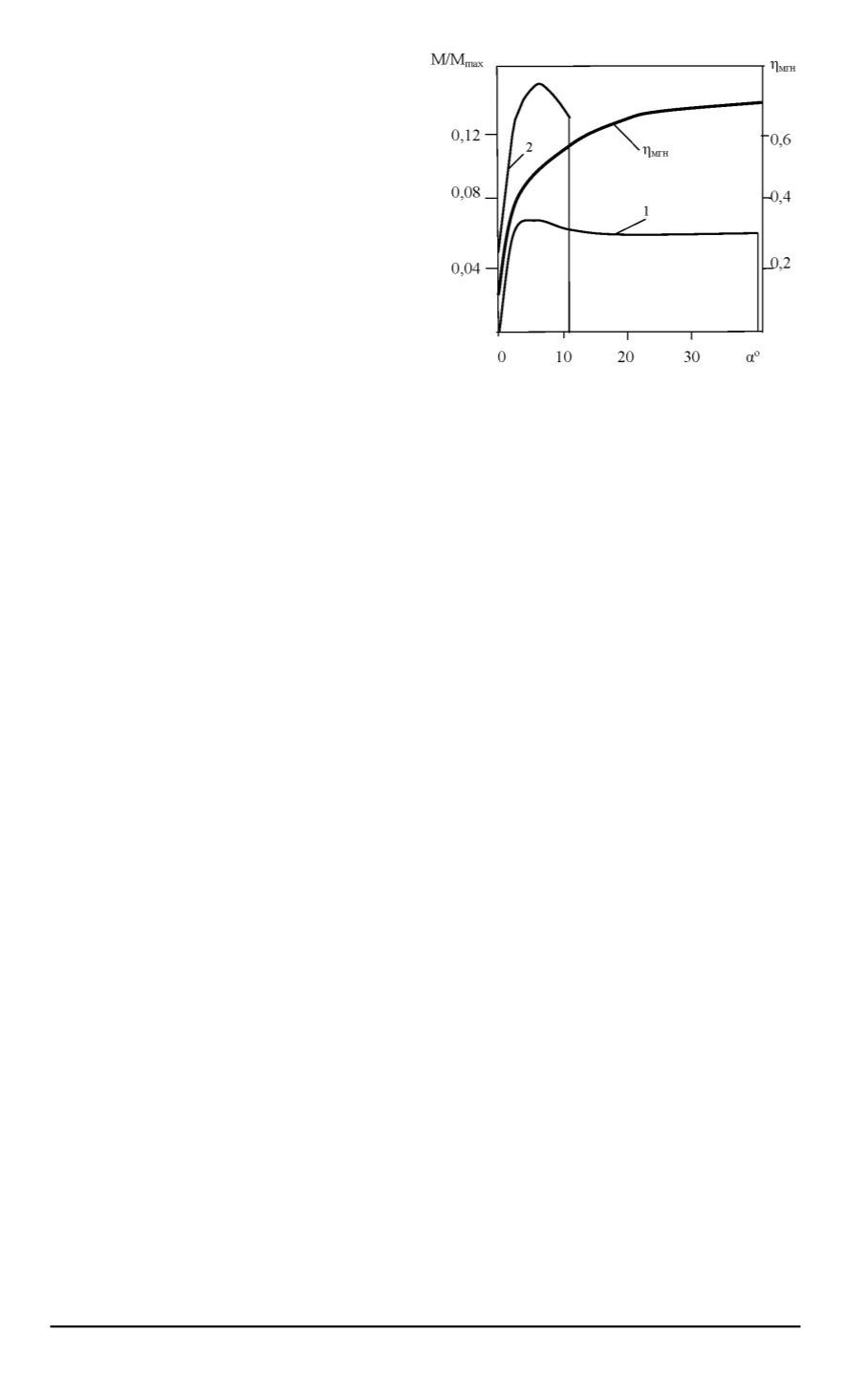
Рис. 5. Графики относительного момен-
та
М
/
М
max
на главном вале при штам-
повке в предварительном (кривая
1
)
и окончательном (кривая
2
) ручьях;
η
мгн
— мгновенный КПД кривошипно-
ползунного механизма
затратам энергии привода при
штамповке в каждом из ручьев
без учета потерь на упругую де-
формацию и холостой ход пресса
за технологический цикл, состоя-
щий из двух двойных ходов. Сум-
марные затраты энергии на пла-
стическую деформацию заготов-
ки и преодоление сил трения в
кривошипно-ползунном механиз-
ме при штамповке в предвари-
тельном и окончательном ручьях
отличаются меньше, чем затраты
только на пластическую дефор-
мацию, всего в 1,6 раза. Это свя-
зано с тем, что штамповку загото-
вок в окончательном ручье ведут
при малых углах
α
, когда мгновенный КПД кривошипно-ползунного
механизма [5] имеет наименьшие значения (см. рис. 5). Если учесть
потери энергии на упругую деформацию пресса (см. табл. 1), то раз-
ница будет еще меньше. При штамповке на прессе
Р
н
= 25
МН для
расчетных заготовок № 2 затраты энергии будут отличаться в 1,25 раза,
а для наиболее труднообрабатываемых заготовок № 3 — всего в 1,15
раза. Если еще учесть потери энергии на трение при включении муф-
ты и тормоза на каждом одиночном ходе, в кривошипно-ползунном
механизме за периоды холостого хода ползуна вниз и вверх, в приводе
от электродвигателя до кривошипно-ползунного механизма за каждый
двойной ход пресса и за время выстоя ползуна в верхнем положе-
нии между одиночными ходами, то разницы в нагрузке привода при
штамповке в предварительном и окончательном ручьях почти не бу-
дет. Это подтверждает правильность определения границы разделения
предварительного и окончательного ручьев.
Выводы.
1. Применение безразмерных критериев подобия (
R
A
,
R
B
,
R
0
,
P
н
/
(
rC
п
)
и др.), не зависимых от номинальной силы пресса,
позволяет унифицировать кинематические и конструктивные параме-
тры универсальных КГШП.
2. Установлено, что принятые границы разделения переходов
штамповки в открытых штампах примерно уравнивают энергети-
ческие затраты электропривода КГШП при штамповке в предвари-
тельном и окончательном ручьях.
СПИСОК ЛИТЕРАТУРЫ
1. К р у к А. Т. Проектирование и производство тяжелых кривошипных горяче-
штамповочных прессов. – Воронеж: ВГУ, 2003. – 188 с.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2007. № 4 101


