Рис
. 7.
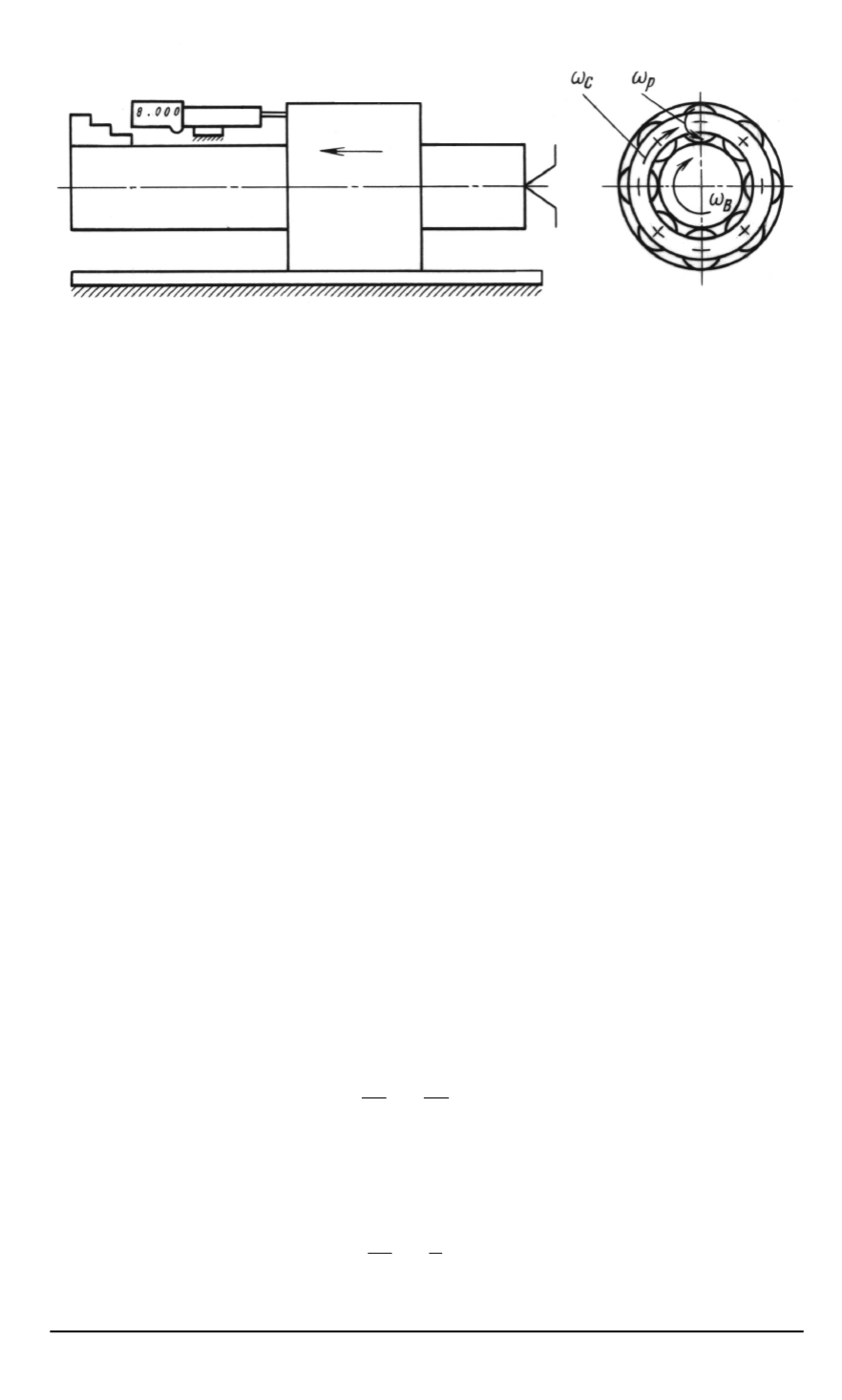
Схема проведения испытаний
Линейное перемещение гайки измеряли штангенциркулем с цифро
-
вой индикацией и ценой деления
0,01
мм
,
погрешностью измерений
0,005
мм
,
закрепленным в магнитной державке
.
Измерительный нако
-
нечник штангенциркуля вводили в контакт с торцевой поверхностью
гайки
.
Точность поворота винта вокруг своей оси обеспечивалась визу
-
ально по повороту трехкулачкого патрона
,
имеющего метку
.
Для опре
-
деления числа оборотов роликов
n
p
и числа оборотов сепаратора
n
c
на
торцах роликов и сепаратора были нанесены метки
,
по которым визу
-
ально контролировалось их вращение
,
направление движения и число
оборотов
.
Гайку фиксировали относительно оси винта при помощи до
-
полнительной направляющей скольжения
,
расположенной на станине
станка
.
Во время эксперимента было сделано восемь оборотов винта
(
такое
число оборотов винта обусловило целое число оборотов роликов и се
-
параторов
).
После каждого оборота винта измеряли величину осевого
перемещения
(
подачи
)
гайки
Н
г
.
Результаты измерений следующие
:
Н
г
= 7
,
99
; 8,02; 8,01; 7,99; 8,0; 8,0; 8,01; 8,0
мм для оборотов винта
№№
1–8
соответственно
.
Одновременно измерили количество оборотов
,
совершенных роли
-
ками и сепаратором вокруг своей оси
.
После восьми оборотов винта
получили соответственно
n
p
= 15
,
n
c
= 3
.
Количество оборотов роли
-
ка за один оборот винта по результатам измерений составляет
n
p
=
n
p
n
в
=
15
8
= 1
,
875
.
Количество оборотов сепаратора за один оборот винта по результа
-
там измерений составляет
n
c
=
n
c
n
в
=
3
8
= 0
,
375
.
12 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2005.
№
1


