Из равенства (2) получаем
z
0
=
6
v
z
πd
3
0
=
K
z
d
3
0
,
(3)
где
K
z
=
6
v
z
π
.
(4)
Максимальное число зерен в единице объема получается при их
плотной упаковке в насыпном виде. Следовательно, максимальное зна-
чение данного коэффициента равно
K
z
= 1
,
33
.
Как известно, доля объема зерен в единице объема инструмента
зависит от структуры инструмента. Поэтому значения коэффициента
K
z
тоже зависит от структуры инструмента. В дальнейшем этот коэф-
фициент будем называть коэффициентом структуры. Значения этого
коэффициента приведены в табл. 3.
Подставив выражение (3) и (4) в равенство (1), найдем
l
s
=
K
l
d
0
,
(5)
где
K
l
=
3
r
4
3
K
z
−
1
.
(6)
Значения коэффициента длины мостиков связки
K
l
приведены в
табл. 3.
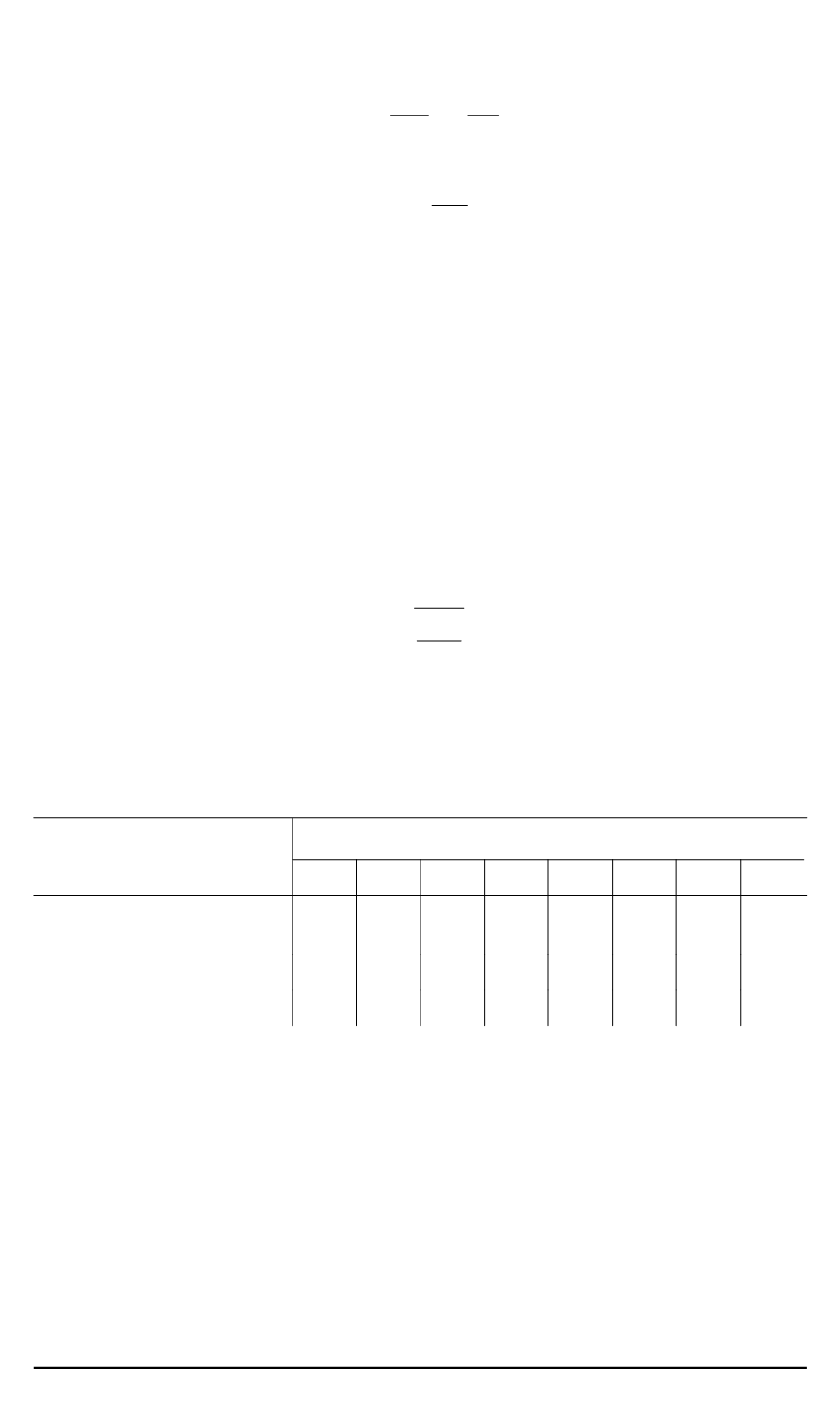
Таблица 3
Значения доли зерен
z
0
, коэффициентов
K
z
и
K
l
для разных структур
инструмента
Параметр
Номер структуры инструмента
5 6 7 8 9 10 11 12
Доля объема зерен в еди-
нице объема инструмента 0,52 0,50 0,48 0,46 0,44 0,42 0,40 0,38
K
z
0,994 0,955 0,917 0,879 0,840 0,802 0,764 0,726
K
l
0,103 0,118 0,133 0,149 0,167 0,185 0,204 0,225
Как видно из табл. 3, мостики связки в абразивном инструменте
очень короткие. Они составляют пятую и даже десятую долю от раз-
меров зерен.
Значение площади поперечного сечения мостиков связки находим
делением доли связки в объеме инструмента на среднее число и длину
мостиков связки. Если принять, что каждое абразивное зерно, нахо-
дящееся внутри тела инструмента, взаимодействует со всеми окру-
жающими его зернами, то число мостиков связки в инструменте на
единицу меньше связанных между собой зерен. Учитывая большое
число зерен в единице объема инструмента, число мостиков связки
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 3 103


