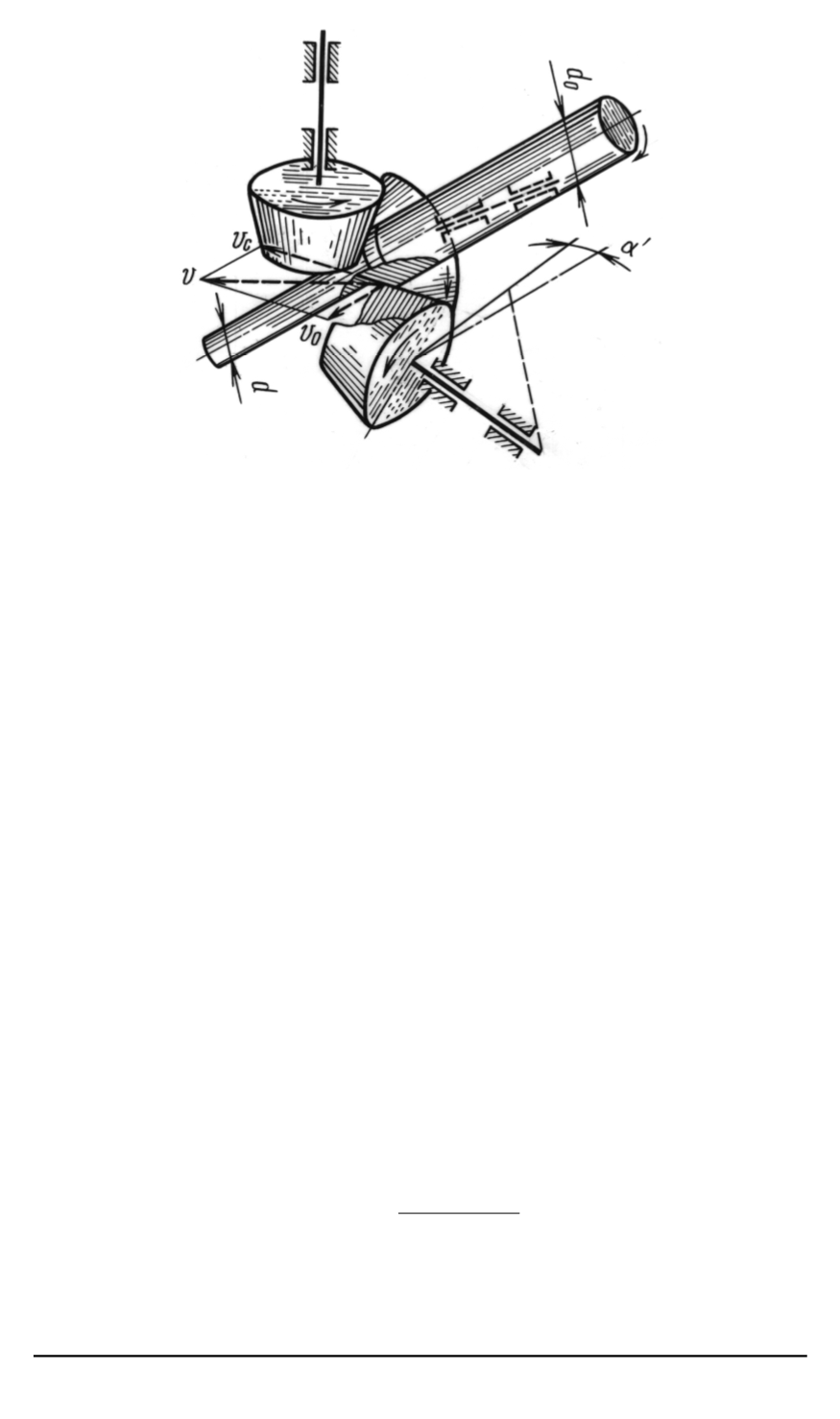
Рис. 2. Схема сортового стана винтовой прокатки
и, по всей вероятности, от уровня развития сдвиговых процессов в
металле под воздействием технологического инструмента.
Наличие скольжения между металлом и валком при прокатке при-
дает заготовке определенную автономность в скоростных условиях
деформирования, задаваемых технологическим инструментом, что на-
ходит отражение в зависимости коэффициента осевой скорости от ре-
жима деформации, материала заготовки, вытяжки, калибровки валков
и других факторов. Для установления этих зависимостей были выпол-
нены исследования по деформации заготовок из стали разных марок
в валках с прямолинейной гладкой рабочей поверхностью и с гребнем
(со ступенчатой калибровкой).
Исследование проводили на сортовом трехвалковом стане ВК100
винтовой прокатки с консольным креплением конических валков. На
стане осевую подачу заготовки регулируют разворотом корпуса (кас-
сеты) с валком на угол
α
0
= 0
. . .
10
◦
вокруг оси, перпендикулярной
оси прокатки и находящейся с ней в одной плоскости. Схема сор-
тового стана винтовой прокатки с коническими валками приведена
на рис. 2. Необходимо отметить, что в станах подобной конструкции
в отличие от трубных станов с бочковидными валками угол подачи
меняется вдоль очага деформации. На этом стане угол подачи опреде-
ляется уравнением [3]
sin
β
=
a
sin
α
R
+
r
cos
α
,
(9)
где
a
— расстояние между перекрещивающимися осями прокатки и
валка;
α
— угол между осями прокатки и валка (угол раскатки). Для
данного стана
α
= 45
◦
;
R
и
r
— переменные радиусы валка и раската.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 2 103


