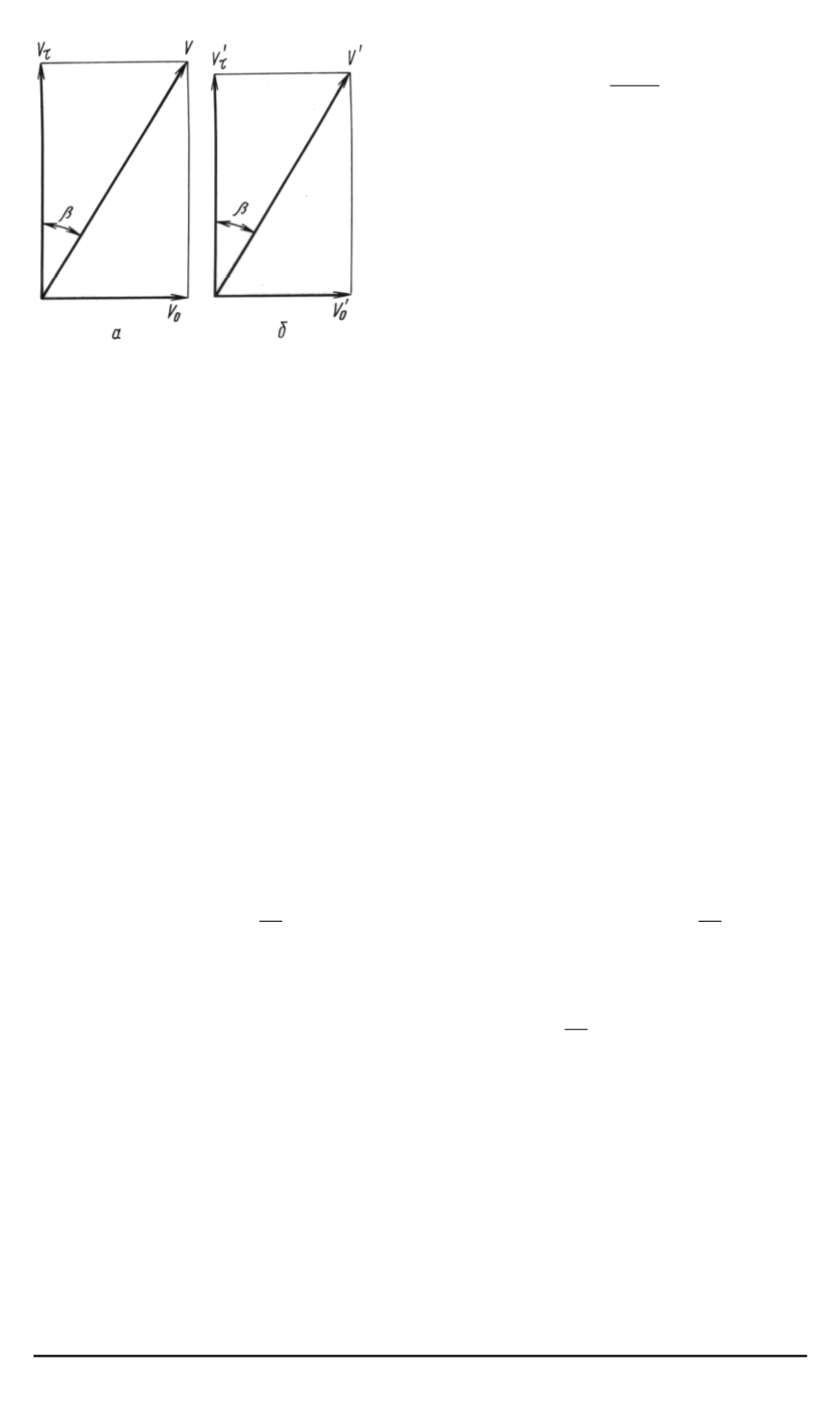
Рис. 1. Соотношение между соста-
вляющими скорости в осевом и
тангенциальном направлениях:
а
— валков;
б
— заготовки
или
η
τ
=
η
o
tg
β
tg
β
0
.
(8)
Несмотря на многочисленные экс-
перименты, количественная оценка
влияния всех факторов на скольжение
металла в очаге деформации затруд-
нена. Тангенциальное скольжение ма-
ло чувствительно к изменению техно-
логических факторов и сравнительно
невелико: для трубных станов танген-
циальная составляющая скорости за-
готовки составляет 0,85. . . 1,05 от тан-
генциальной составляющей скорости
валков [1]. Для сортовых станов вин-
товой прокатки коэффициент тангенциальной скорости будет меньше
этих величин, что обусловлено в основном геометрическими пара-
метрами очага деформации, технологическими, конструктивными и
другими причинами. Очаг деформации на сортовом стане имеет ко-
нусность
12
. . .
20
◦
, в то время как на трубном стане этот показатель
равен
3
,
5
. . .
5
,
5
◦
. Величина суммарного обжатия заготовки на трубном
стане обычно имеет значения
ε
Σ
<
25
%. Для сортового стана значе-
ние
ε
Σ
= 50
% считается оптимальным, а деформация на нем может
осуществляться при обжатии
ε
Σ
≈
80
%.
Различные конструктивные и технологические возможности ста-
нов будут находить отражение в кинематических условиях деформи-
рования на них. Так, для рассматриваемого сортового стана отношения
окружных скоростей валка на входе и выходе из физического очага де-
формации составят
v
1
v
2
= 1
,
82
при
ε
Σ
= 62
,
5
%,
λ
= 7
,
1
и
v
1
v
2
= 1
,
31
при
ε
Σ
= 25
%,
λ
= 1
,
77
. Для трубного стана с бочковидными валками
при
ε
Σ
= 25
% возможное отношение окружных скоростей валка на
входе и выходе из очага деформации составит
v
1
v
2
≈
0
,
97
, где
v
1
и
v
2
— окружные скорости валка на входе и выходе из очага деформации.
Неравенство окружных скоростей при винтовой прокатке обусло-
влено калибровкой технологического инструмента (конусностью вал-
ка). Отношение диаметра валка
D
к диаметру заготовки
d
по длине
очага деформации не будет постоянным. Тангенциальное скольжение
по длине очага деформации также будет переменно. В то же время вин-
товое перемещение металла в очаге деформации от входа и до выхода
из него, если не принимать во внимание незначительного скручивания
раската на этих станах валками, осуществляется с постоянной угловой
100 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 2


