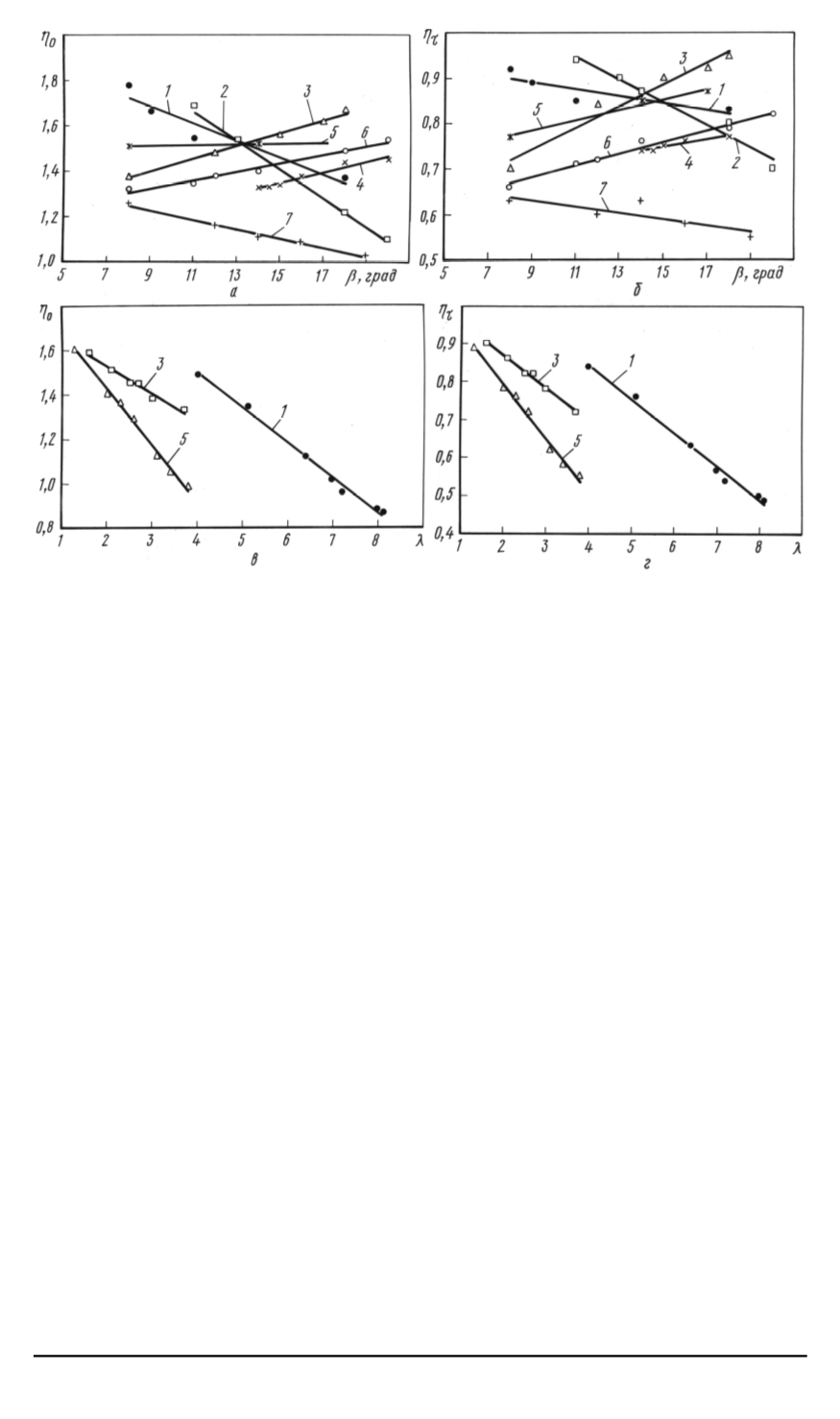
Рис. 4. Изменения коэффициентов
η
0
и
η
τ
осевой (
а, в
) и тангенциальной (
б, г
)
скоростей в зависимости от угла подачи
β
(
а, б
) и вытяжки
λ
, (
в, г
) при прокатке
в валках с гребнем:
1, 2
— ШХ15;
3, 4
— 40Х;
5. . . 7
— ЭП303;
λ
= 1
,
85
(
1
); 4,0 (
2, 7
); 1,8 (
3, 5
); 4,0 (
4
);
1,3 (
6
);
β
= 17
◦
(
1, 3, в, г
);
14
◦
(
5, в, г
)
Вообще на осевое скольжение значительное влияние оказывают
все факторы, которые в той или иной степени изменяют коэффици-
ент трения на контактной поверхности очага деформации. В первую
очередь это относится к состоянию поверхности валков, к уровню их
шероховатости. При чрезмерно гладкой заполированной поверхности
валков коэффициент осевой скорости уменьшается, а при наличии ше-
роховатостей поверхности валков он повышается и будет тем больше,
чем больше шероховатость валков.
По результатам исследований было установлено, что наиболее за-
метное воздействие на осевое скольжение оказывает калибровка вал-
ков. При деформации заготовки в валках с гребнем осевая составляю-
щая скорости заготовки на некоторых режимах прокатки превышала
более чем в 1,5 раза осевую составляющую скорости валков. На этих
валках тангенциальная составляющая скорости заготовки на сорто-
вом стане приближается по значению к тангенциальной составляющей
скорости заготовки на трубном стане. При использовании в техноло-
гическом процессе валков с гребнем будет возрастать и производи-
тельность стана.
Валки с гладкой рабочей поверхностью таких скоростных показа-
телей прокатки обеспечить уже не могут. Деформация в них за редким
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 2 107


