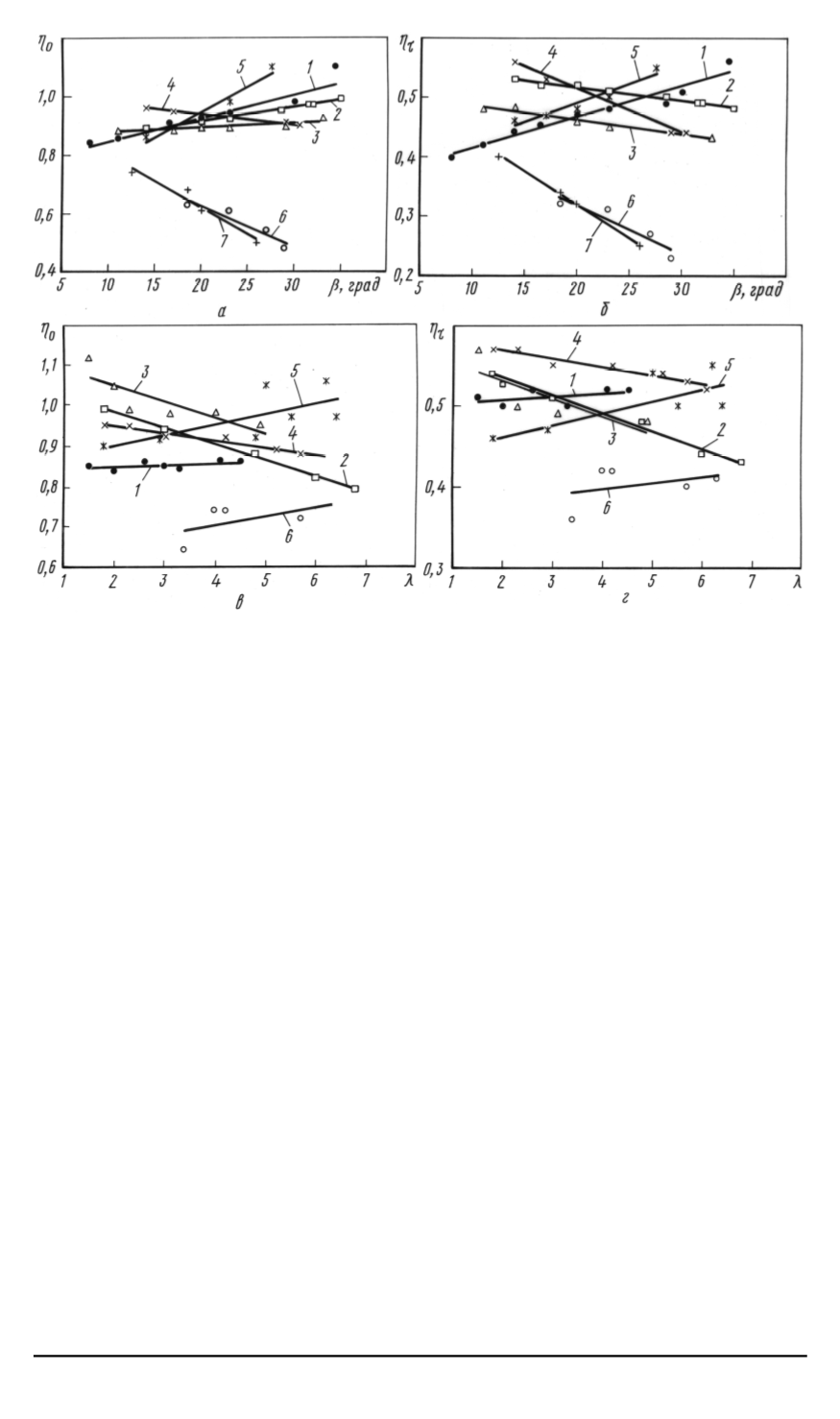
Рис. 3. Изменения коэффициентов
η
0
и
η
τ
осевой (
а, в
) и тангенциальной (
б, г
)
скоростей в зависимости от угла подачи
β
(
а, б
) и вытяжки
λ
, (
в, г
) при прокатке
в валках с гладкой бочкой:
1. . . 3
— ОЗЖР;
4, 5
— ЭП678;
6, 7
— ЭП303;
λ
= 1
,
6
(
1
); 2,5 (
2
); 3,6 (
3
); 1,8 (
4
); 6,0
(
5
); 3,4 (
6
); 4,3 (
7
);
β
= 14
◦
(
1, 4, в, г
);
23
◦
(
2, в, г
);
35
◦
(
3, в, г
);
26
◦
(
5, в, г
);
17
◦
(
6,
в, г
)
для них закономерности в воздействии режимов деформирования на
скольжение металла.
Различие, обусловленное специализацией станов, проявляется
лишь в самих значениях коэффициентов тангенциальной и осевой
скоростей. При прокатке на сортовом стане коэффициент тангенци-
альной скорости меньше, а коэффициент осевой скорости значительно
больше, чем на трубном стане. И в целом при деформации на сор-
товом стане в кинематике процесса существенно превалирует осевая
составляющая скорости металла, а не тангенциальная составляющая,
как на трубном стане. Поэтому технологический процесс деформации
на сортовом стане будет находиться в большей зависимости от фак-
торов, которые негативно воздействуют на осевое скольжение, чем
на трубном стане. На сортовом стане эта зависимость проявляется
наиболее заметно в удлинении времени прокатки металла. Вследствие
короткого очага деформации и больших единичных обжатий техноло-
гический процесс на сортовом стане более чувствителен к граничным
условиям очага деформации.
106 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2008. № 2


