














 9 / 20
9 / 20

Особенности получения сталеалюминиевых соединений методами сварки плавлением
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 4
101
В результате применения СМТ-процесса в работах [4, 12] получены нахле-
сточные соединения низко- и среднеуглеродистых сталей с алюминиевыми спла-
вами, имеющие значения временного сопротивления на разрыв 86…175 МПа, что
составляет 83 % прочности свариваемых алюминиевых сплавов.
Известны работы, в которых сварка стали с алюминием осуществлялась
плавящимся электродом. Полученные сталеалюминиевые биметаллические со-
единения имели толщину интерметаллидной прослойки от 2,1 до 10 мкм. При
испытаниях на статическое растяжение разрушение большинства образцов
происходило в зоне термического влияния. Максимальное значение временнóго
сопротивления на разрыв составило 175,13 МПа, что соответствует 60 % таково-
го для соединяемых
алюминиевых листов [4] (табл. 3 и 4).
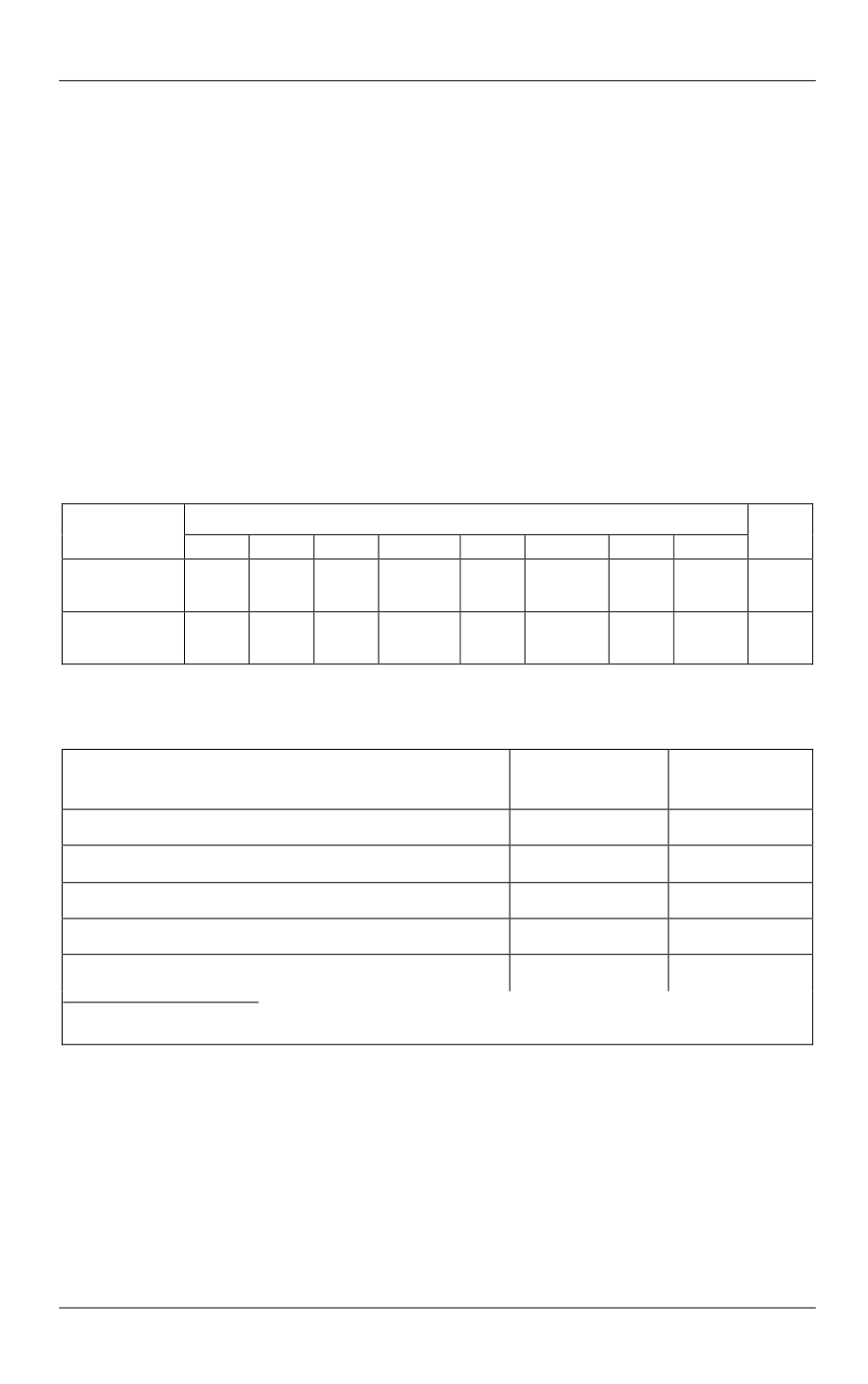
Таблица 3
Химический состав свариваемых материалов и соответствующие им
значения временнóго сопротивления на разрыв [13]
Материал
Содержание элемента, % масс.
σ
в
,
МПа
Fe
C
Mn
Cu
Si
Mg
Zn
Al
Алюминий
1100
0,581
–
–
0,073
0,110 <
0,001 0,018
99,22
110
Сталь
99,51 0,077 0,277 <
0,005 0,016
0,001
–
0,025
380
Таблица 4
Результаты механических испытаний сталеалюминиевых образцов [4]
Свариваемые материалы
σ
в
, МПа,
при растяжении
Место
разрушения
AlMg0,4Si1,2 (1 мм)/DDS 47G47GU (1 мм)
145,0
ЗТВ
*
AlMg0,4Si1,2 (1 мм)/CSG90 (1,5 мм)
166,7
>>
AlMg3 (1 мм)/DDSG40 (1 мм)
130,3
>>
AlMg5Mn (1 мм)/DDSG40 (1 мм)
134,5
>>
AlMg5Mn (1 мм)/DDSG40 (1,5 мм)
175,13
>>
*
ЗТВ — зона термического влияния.
Дуговая сварка неплавящимся электродом также является весьма перспек-
тивным процессом получения сталеалюминиевых биметаллических соедине-
ний [13]. Для сварки неплавящимся электродом без присадки применяют
нахлесточные соединения, причем электрическая дуга постоянного тока обрат-
ной полярности горит на поверхности стальной пластины (рис. 6).
В ходе экспериментов использовались следующие режимы: скорость сварки
составляла 0,55; 0,6 и 0,65 м/мин; cварочный ток изменялся в пределах 20…75 А.
За величину для оценки влияния сварочных режимов была принята тепло-