














 6 / 20
6 / 20

В.В. Ковалев, Р.С. Михеев, Н.В. Коберник
98
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 4
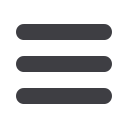
ние, когда толщина интерметаллидного слоя находится в диапазоне 4…8 мкм
(рис. 4) [6].
Интерметаллиды образуются в твердой фазе по диффузионному механизму
и являются единственными возможными фазами, образующимися на границе
сплавления сталей с алюминиевыми сплавами. Поэтому для получения удовле-
творительных эксплуатационных характеристик сталеалюминиевых соедине-
ний необходимо уделять особое внимание кинетике процесса образования ин-
терметаллидного слоя. Этому вопросу посвящен ряд работ [5, 7, 8]. В одной из
них для изучения влияния температуры и времени взаимодействия алюминия
со сталью методом однокомпонентной прокатки в холодном состоянии изго-
товляли образцы из биметалла: алюминий–АРМКО-железо для исключения
влияния углерода на свойства интерметаллидов. Биметаллические образцы по-
мещали в запаянные кварцевы ампулы и отжигали в муфельных печах при раз-
ных температурах (табл. 2) [5].
Таблица 2
Влияние температуры и времени выдержки на толщину
интерметаллидного слоя между АРМКО-железом и алюминием [5]
Температура
отжига, K
Толщина интерметаллидного слоя, мкм,
при выдержке, ч
Примечание
0,25
0,5
1
2
3
6
8
573
Интерметаллида нет
6
8
9
10
–
673
То же
5,1
8,5
10,2
12
14
–
773
5,7
То же
8,5
14
–
15,8
16
–
Рис. 4.
Зависимость временного сопротивления на разрыв от толщины интерметал-
лидной прослойки [6]; соединение алюминиевого сплава с оцинкованным стальным
листом, цинковое покрытие получено методами горячего (
а
) и термодиффузионного (
б
)
цинкования