














 8 / 20
8 / 20

В.В. Ковалев, Р.С. Михеев, Н.В. Коберник
100
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 4
Способы получения биметаллических сталеалюминиевых соединений.
Несмотря на отмеченные трудности, в настоящее время существует положи-
тельный опыт получения сталеалюминиевых соединений сваркой давлением
(холодной, трением-перемешиванием, ультразвуковой и т.
д.) [9, 10] и плавле-
нием [11–16]. Причем наибольший интерес представляют методы сварки плав-
лением, распространенные на производстве и не имеющие ограничений по гео-
метрии соединяемых изделий, особенно метод дуговой сварки как самый рас-
пространенный. Образование сталеалюминиевого соединения методами сварки
плавлением можно отнести к процессу сварко-пайки, так как из-за большой
разности температур плавления в жидком состоянии находится только алюми-
ний и образование соединения происходит за счет смачивания твердой стали
жидким алюминием. В связи с этим при использовании сварки плавлением воз-
никает вопрос обеспечения смачиваемости твердой стали жидким алюминием.
Главным недостатком дуговой сварки плавлением является значительное и
в большинстве случаев труднорегулируемое количество тепловой энергии, вво-
димой в зону сварки. Это способствует неконтролируемому росту прослойки
интерметаллидной фазы и отрицательно сказывается на свойствах сварного со-
единения. Однако существуют различные технологические приемы, направлен-
ные на уменьшение тепловложения при сварке и в то же время способствующие
образованию сварного соединения.
Одним из них является применение технологии «холодного каплеперено-
са» (CMT) [12]. В отличие от классического процесса каплепереноса, где пере-
гретая жидкая капля попадает в ванну за счет электромагнитных сил и соб-
ственной массы, в CMT-процессе перенос капли расплавленного присадочного
материала в сварочную ванну осуществляется за счет механических сил при
движении сварочной проволоки в обратном от сварочной ванны направлении,
которое происходит после касания сварочной ванны жидкой каплей на кончике
присадочной проволоки (рис. 5).
Механический способ каплепереноса позволяет значительно снизить коли-
чество выделяемой в зоне сварки теплоты, необходимой для расплавления при-
садочного материала и ведения стабильного процесса сварки.
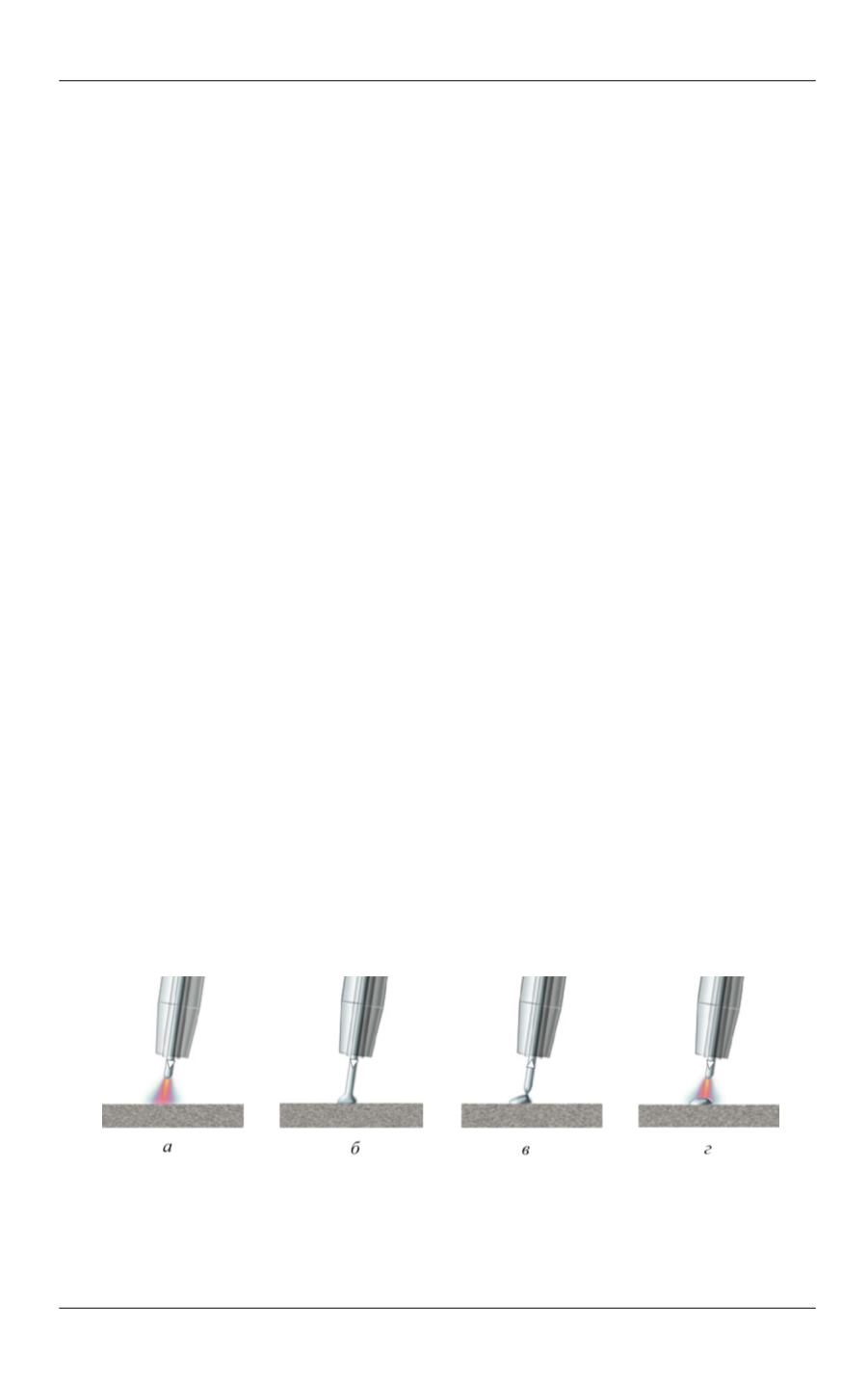
Рис. 5.
Схема процесса холодного каплепереноса:
а
— во время горения дуги проволока подводится к сварочной ванне;
б
— в момент входа кончика
проволоки в сварочную ванну дуга гаснет, сварочный ток снижается;
в
— во время возникнове-
ния короткого замыкания отвод проволоки помогает отделению капли; ток короткого замыкания
снижается до минимума;
г
— возобновление процесса