














 15 / 20
15 / 20

Особенности получения сталеалюминиевых соединений методами сварки плавлением
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 4
107
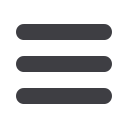
Рис. 12.
Смачивание каплей алюминиевого расплава стальной пластины без
цинкового покрытия (
а
) и с цинковым покрытием (
б
)
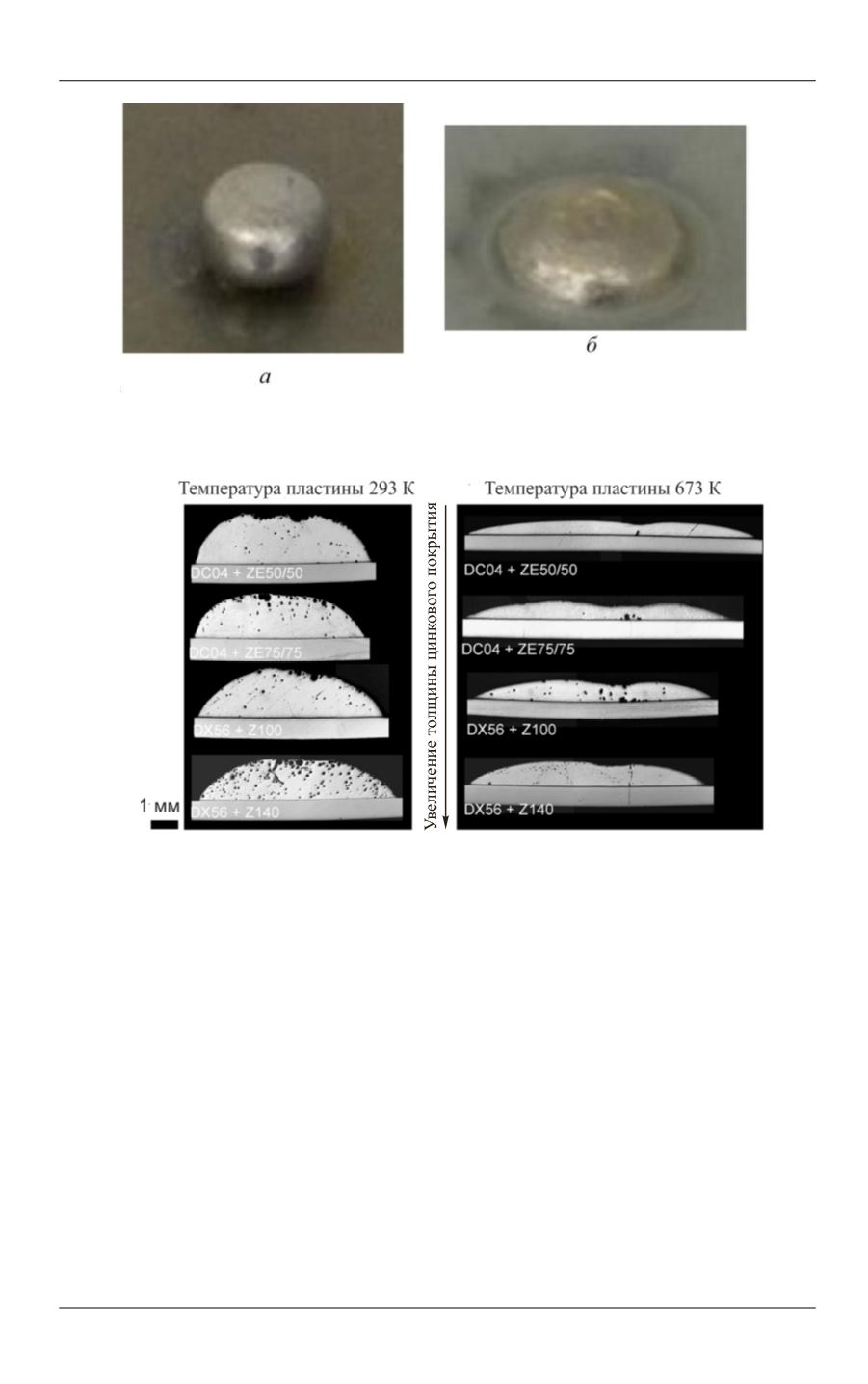
Рис. 13.
Форма капли жидкого алюминия на поверхности стальной
пластины в зависимости от толщины цинкового покрытия
и температуры подогрева стальной пластины [19]
Выводы.
1. Для создания неразъемного сталеалюминиевого соединения
методами дуговой сварки необходимо ограничение толщины интерметал-
лидной прослойки, чтобы обеспечить высокие прочностные характеристики.
При этом толщина интерметаллидной прослойки для получения временнóго
сопротивления на разрыв более 60 МПа не должна превышать 30 мкм.
2. Нагрев в зоне соединения стали и алюминия до температур, превышаю-
щих температуру плавления алюминия (933 K), приводит к резкому увеличению
скорости роста толщины интерметаллидной прослойки по экспоненте в зави-
симости от температуры. Поэтому процесс дуговой сварки необходимо осу-
ществлять при наименьших значениях погонной энергии.
3. Предварительное нанесение на сталь цинкового покрытия толщиной
4…10 мкм улучшает ее смачиваемость жидким алюминием, в результате чего