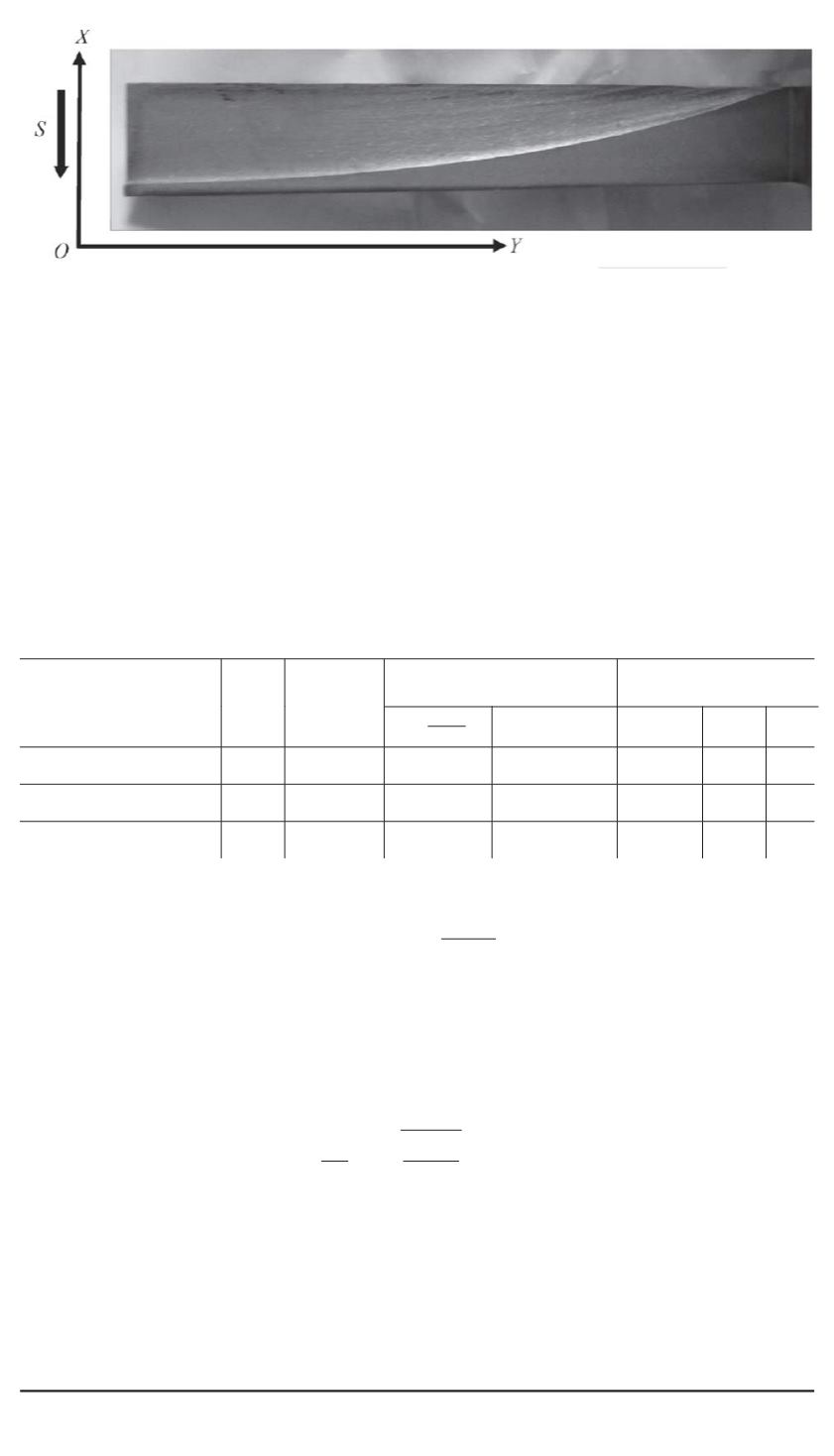
Рис. 2. Фронт резания при гидроабразивной обработке алюминиевого сплава
АМг6:
S
— направление подачи головки станка, формирующей абразивно-жидкостную
струю;
XОY
— система координат дляописанияфронта резанияв обрабатываемом
материале
2. Установлена конфигурацияфронтов резания. В качестве примера
на рис. 2 приведена фотографияфронта резанияпри гидроабразивной
обработке алюминиевого сплава АМг6.
3. Проведены измерениягеометрических параметров фронтов ре-
заниядлязначений
p
т.о
= 360
МПа и
k
0
= 0
,
0212
. Некоторые из гео-
метрических параметров занесены в таблицу.
Результаты обработки экспериментальных данных
Обрабатываемый
материал
η
β
Условияопределения
констант
η, β
Результаты
измерений
S,
мм
мин
, Hν
, МПа
tg
α
e
x
к
y
к
АМг6
16,58 0,0009
18
650
0,0603 19 128
ВТ-20
15,07 – 0,00389
8
900–1200 0,0663 18,98 139
12Х18Н10Т
14,69 0,012563
5
1800
0,06801 17,62 69
4. Расчет параметра
η
проведен по формуле
J
0
0
=
η
=
S
e
tg
α
e
,
а результаты сведены в таблицу. Обращает на себявнимание близость
значений параметра
η
для различных материалов, что объясняется ис-
пользованием рекомендаций фирмы Waterjet при выборе подачи с уче-
том глубины резанияи марки материалов.
5. Определение значенияпараметра
γ
. Значение варьировалось на
отрезке
0
γ γ
max
=
r
0
Y
k
tg
α
k
tg
α
0
−
1
, где
tg
α
k
вычисляли по
данным эксперимента о геометрических параметрах фронта резания
на глубине
Y
k
. Дляварьируемых параметров рассчитывались коорди-
наты фронтов резанияи в реперных точках сравнивались результаты
расчета и эксперимента. С помощью метода наименьших квадратов
было найдено значение
γ
= 0
,
003
и длянего рассчитаны коорди-
наты фронтов резанияв первом приближении. Установлено, что по-
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 1 113


