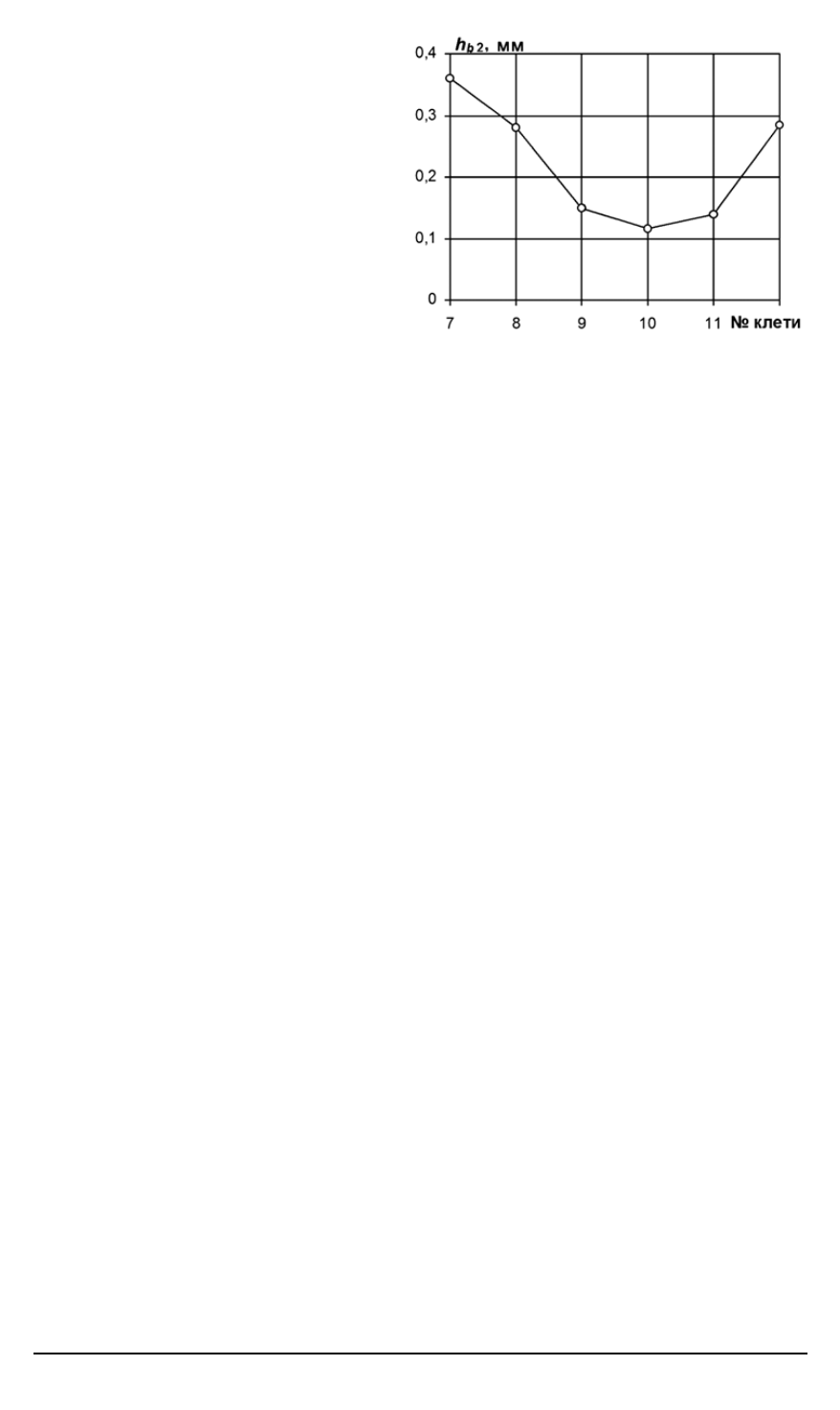
Рис. 5. Высота кольцевых выступов (
h
b
2
)
на нижних опорных валках по клетям
приобретал значительную кру-
тизну. На первом этапе исследо-
вания профили имели сглажен-
ную среднюю часть с тенден-
цией к образованию кольцевых
выступов. На втором этапе сред-
няя часть профиля получалась
несколько заостренной по отно-
шению к станочному профилю.
В 9-й клети на первом этапе
исследования профили износа с
кольцевыми выступами имели
место на всех опытных валках
(объем выборки равен 3). Наибольшая высота выступа
h
b
2
достигала
0,27 мм, наименьшая — 0,06 мм. На втором этапе кольцевые выступы
отсутствовали. Профиль оставался выпуклым со сглаженной верши-
ной и имел тенденцию к образованию выступов.
Высота кольцевых выступов
h
b
2
по клетям имела следующие сред-
ние значения: 0,36; 0,29; 0,15; 0,11; 0,14 и 0,29 мм — клети 7. . . 12
соответственно. По этим значениям построен график изменения вы-
соты
h
b
2
по клетям, показанный на рис. 5.
Верхние валки изнашивались иначе. Устойчивые кольцевые вы-
ступы образовались только в клети 12. Их средняя высота составляла
h
b
2
= 0
,
17
мм. На первом этапе исследования в остальных клетях вы-
ступы отсутствовали или при некоторых измерениях были замечены
только признаки выступов, которые проявлялись в выпуклой части
профиля. В целом, профили износа оставались выпуклыми с несколь-
ко сглаженной вершиной. На втором этапе исследования помимо клети
12 выступы образовывались на 2-х валках в клетях 7, 8, 9, 11 (объем
выборки 4-5). В клети 10 все опытные валки имели выпуклый про-
филь.
На рис. 6 в качестве примера приведены статистические профили
износа валков в клетях 6, 10, 12.
При исследовании абсолютного износа опорных валков было за-
мечено, что керны при прокатке постепенно закатываются вследствие
пластического смещения поверхностных слоев бочки. В результате
над керном в направлении пластического сдвига формировался “ко-
зырек”, размер которого зависел от давления и проскальзывания ра-
бочих поверхностей в межвалковом контакте. В связи с этим, керны
с координатой
z
= 0
, как правило, закатывались полностью. Керны
также забивались окалиной. Поэтому перед измерением их глубины
они тщательно очищались от окалины. Таким образом, пластическая
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2005. № 4 55


