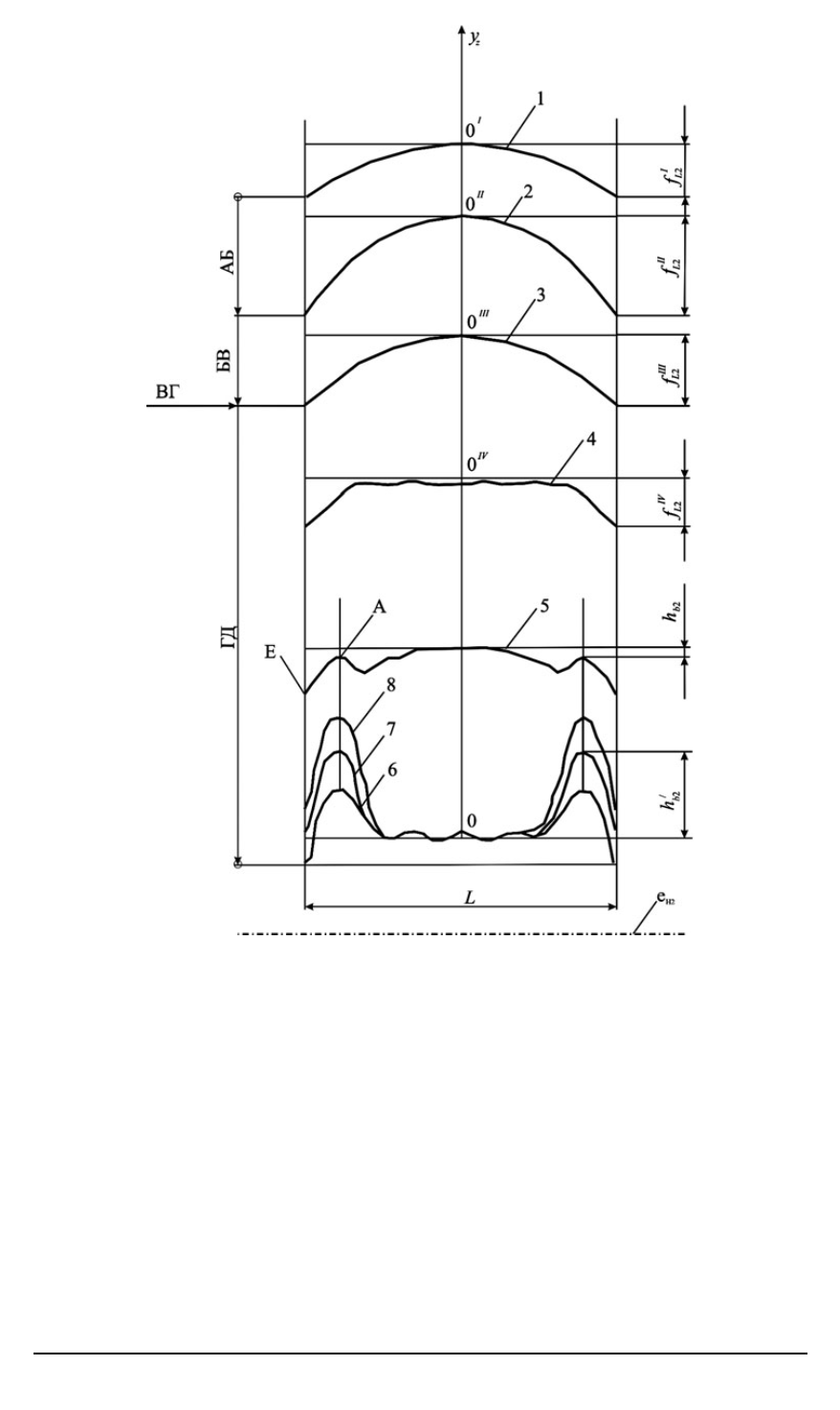
Рис. 9. Механизм формирования кольцевых выступов на нижних опорных вал-
ках по ходу прокатки:
1
— начальный профиль (цифры 2 – 8 указывают последовательность изменения
профиля по мере увеличения количества прокатанного металла); АБ, БВ, ВГ, ГД —
процессы износа, показанные на рис. 8
мер, на исследуемом стане в начале 90-х годов прошлого столетия
по этой причине списывалось на разных стадиях износа около 40%
всех преждевременно списанных валков. Примерно, за время работы
опорных валков от одной переточки до другой выкрашивание разной
глубины появляется на одном-двух валках из 14.
На основании проведенного исследования объяснить образование
кольцевых выступов не представляется возможным. Однако гипоте-
60 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2005. № 4


