e
= 0
,
682
,
после чего находим напряжение текучести
σ
s
= 880
МПа
.
В
связи с тем
,
что после выдавливания обновление смазочного слоя заго
-
товки не производилось
,
принимаем среднее значение коэффициента
трения
µ
= 0
,
3
и по формуле
(24)
вычисляем относительную удель
-
ную силу высадки фланца
q
= 1
,
589
.
По выражению
(18)
находим наи
-
большую площадь поперечного сечения в момент окончания высадки
F
= 851
,
9
мм
2
,
после чего по формуле
(17)
вычисляем силу высадки
Р
= 1191
кН
.
Таким образом
,
расхождение по отношению к теоретиче
-
ской величине
δ
= 0
,
7
%.
Рассмотрим далее пример выполнения конкретных технологиче
-
ских расчетов для наиболее общего случая высадки
,
обобщающего
методику практических вычислений для полых изделий сложной фор
-
мы
.
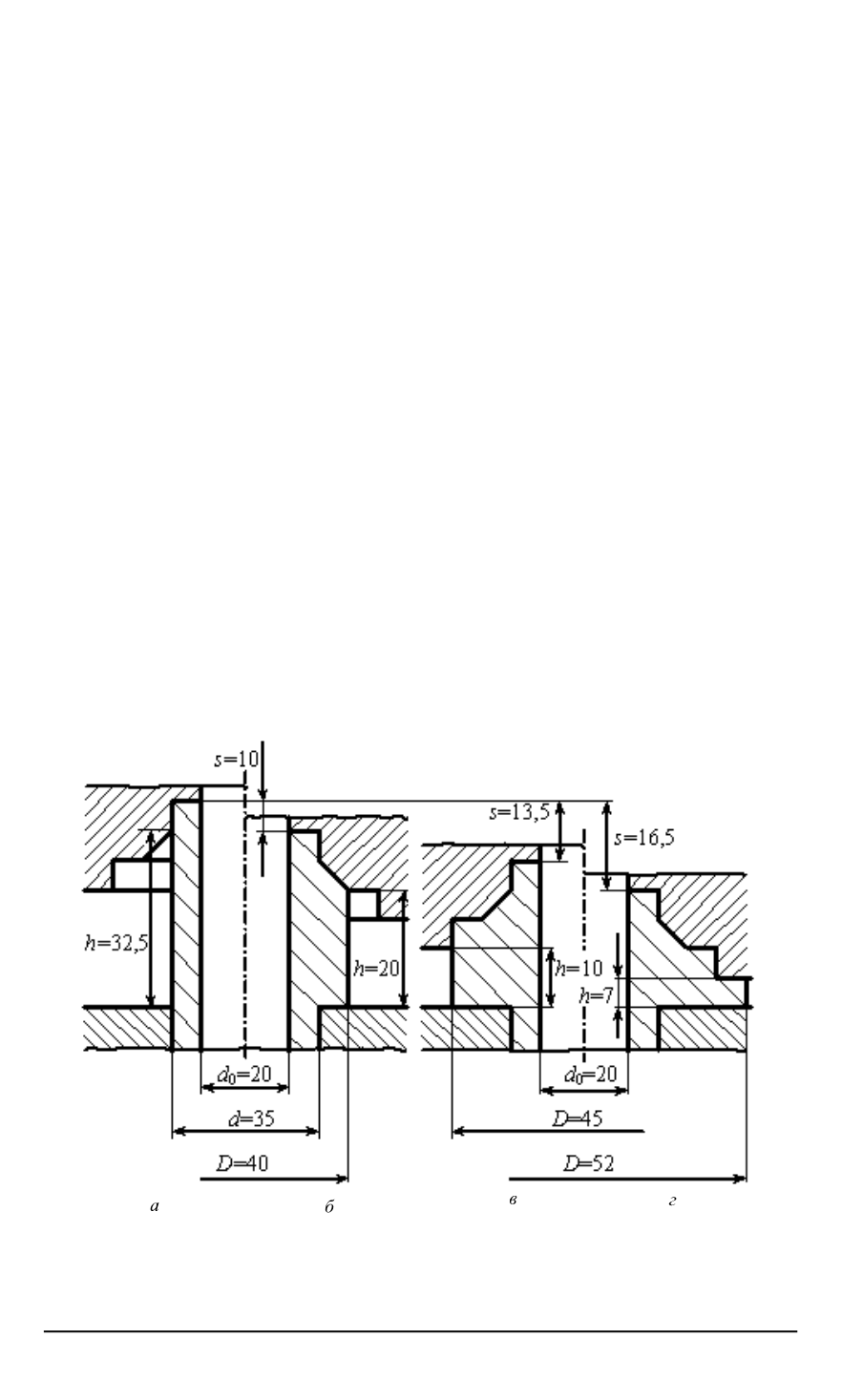
Пример
2
.
Из фосфатированной и омыленной трубной заготовки
,
выполненной из стали
35,
получают изделие
,
характерные стадии вы
-
садки которого показаны на рис
. 6 (
не в масштабе
).
Требуется опреде
-
лить изменение силы по ходу высадки и оценить возможность появле
-
ния трещин
.
Для определения напряжения текучести стали
35
исполь
-
зовали аппроксимацию
,
соответствующую кривой упрочнения
8
,
пока
-
занной на рис
. 40,
с
. 64
справочника
[3]:
σ
s
= 1260
−
640
e
−
e
i
−
220
e
−
10
e
i
МПа
.
(32)
Рис
. 6.
Изменение геометрии трубной заготовки по ходу высадки поперечного
утолщения сложной формы
ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. “
Машиностроение
”. 2005.
№
1 125


