














 5 / 9
5 / 9

В.М. Ярославцев
100
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 6
режущей части по сравнению со стандартной пластиной, что затрудняет сток
теплоты из зоны стружкообразования и приводит к некоторому повышению
теплонапряженности процесса обработки.
Вращение режущего элемента резцовой оправки позволяет значительно
увеличить период стойкости инструмента. Экспериментально установлено, что
соотношение периода стойкости инструмента при резании вращающимся шта-
биком
Т
ш
и периода стойкости
Т
обычного токарного резца с такими же геомет-
рическими параметрами режущей части (
r
в
,
,
) с удовлетворительной точно-
стью соответствует отношению общей длины режущей кромки штабика (длины
окружности радиусом
r
в
) к длине дуги
а
–
b
(см. рис. 1,
а
) его контакта с обраба-
тываемым материалом или, что то же самое, отношению 360°/ε° (см. рис 1,
б
). В
то же время длина рабочего участка
а
–
b
режущей кромки определяется глуби-
ной резания
t
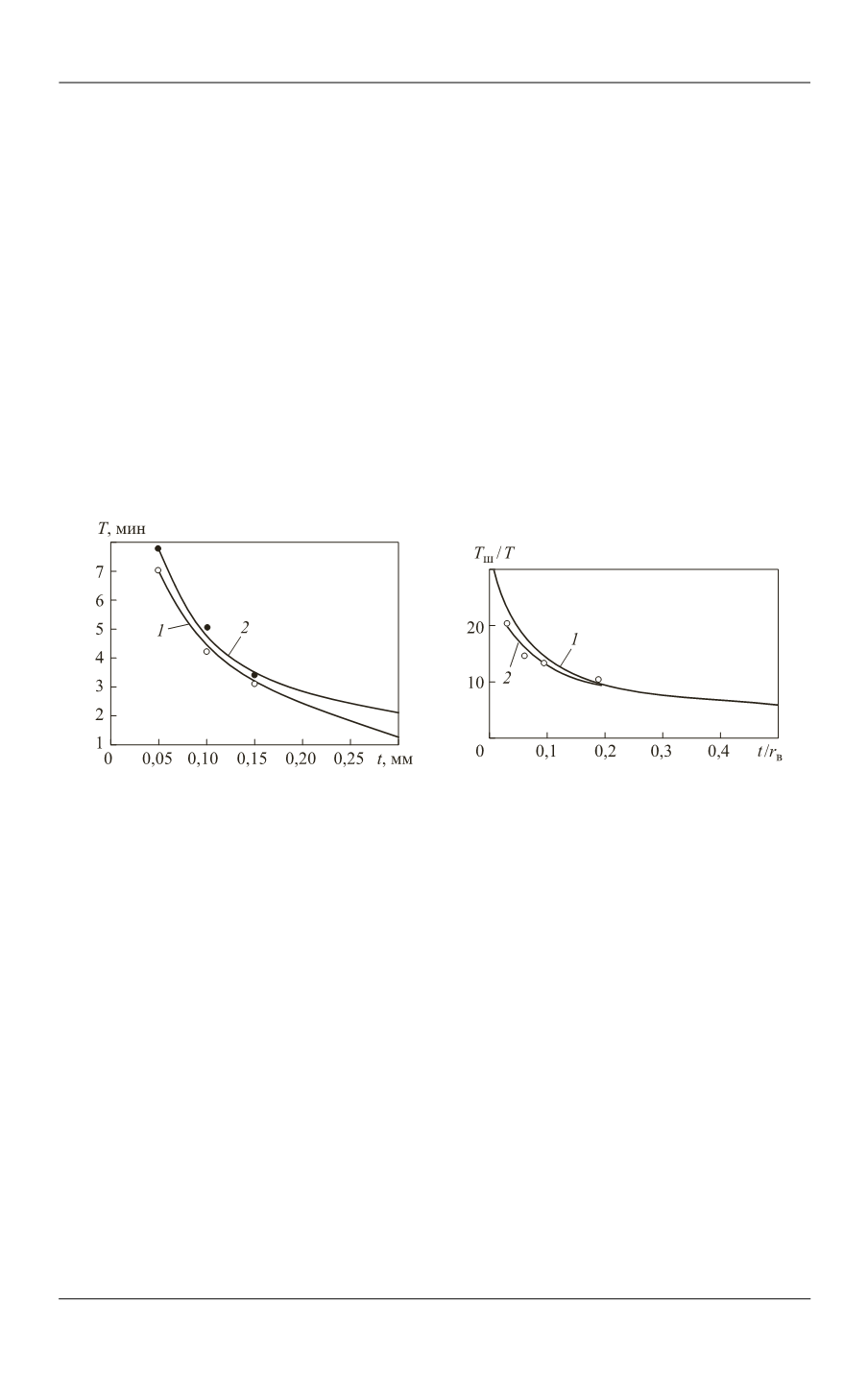
. На рис. 4 приведено сопоставление расчетной (
1
) и эксперимен-
тальной (
2
) зависимостей относительного изменения периода стойкости
ш
/
Т Т
от отношения глубины резания к радиусу вершины
в
/ .
t r
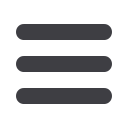
Рис. 3.
Зависимость периода стойкости
Т
инструмента от глубины резания
t
при
точении металлокерамики на основе ZrO
2
:
1
— штабик невращающийся, γ = –6°,
= 6°,
в
r
= 1,6 мм;
2 —
пластина квадратной формы,
инструментальный материал ВК8; γ = – 6°,
= 6°,
в
r
= 1,6 мм;
v
= 0,66 м/с;
S
= 0,12 мм/об;
t
= 0,12 мм
Рис. 4.
Влияние отношения
t
/
r
в
на отно-
сительное увеличение периода стойкости
инструмента
Т
ш
/
Т
при обработке компо-
зиции ZrO
2
:
1
— расчетная зависимость;
2
— эксперимен-
тальная кривая;
в
r
= 1,6 мм;
= –8°;
= 8°;
v
= 0,66 м/с;
S
= 0,12 мм/об
Видно, что при изменении отношения
в
/
t r
в интервале 0,19...0,031 (
t
=
= 0,3...0,05 мм) увеличение периода стойкости вращающегося штабика (
Т
ш
) по
сравнению со стандартной твердосплавной пластиной (
Т
) составляет от 10 до
20 раз. Интервал переменных значений
в
/
t r
связан с ограничениями на глубину
резания (
t
≤ 0,15...0,3 мм), обусловленными требованиями к качеству поверх-
ностного слоя обработанной поверхности.
При этом после предельного износа штабика, учитывая возможность много-
кратной его переточки по передней поверхности (торцу пластины), применение