повысить производительность при одновременной стабилизации ка-
чества получаемых сварных соединений.
При этом очевидно, что достижение требуемой производительно-
сти процесса герметизации возможно при значительном сокращении
затрат времени на вспомогательные операции, исключении скользя-
щих контактов в сварочном контуре и введении автоматического упра-
вления параметрами процесса.
Анализ возможных методов реализации шовной контактной сварки
показал, что поставленные задачи могут быть решены при использо-
вании одностороннего токоподвода, при котором отсутствует необхо-
димость во внутренней оправке, вследствие чего сокращается число
вспомогательных операций. Для исключения скользящих контактов в
сварочном контуре было предложено осуществлять сварку при про-
катывании корпуса по двум плоским, параллельно расположенным
электродам, выполненным в виде пластин, совершающим при сварке
возвратно-поступательное движение.
Экспериментально установлено, что без внутренней оправки при
силе нажатия сварочных электродов менее 14 Н и времени протека-
ния сварочного тока, достаточного для образования одной точки, до
12 мс удается получать соединение свариваемых деталей без общей
деформации корпуса.
Сварные соединения образуются за счет плавления никелевого по-
крытия, наносимого на детали корпуса. Рекомендуемая ширина шва
при этом составляет 0,4 мм.
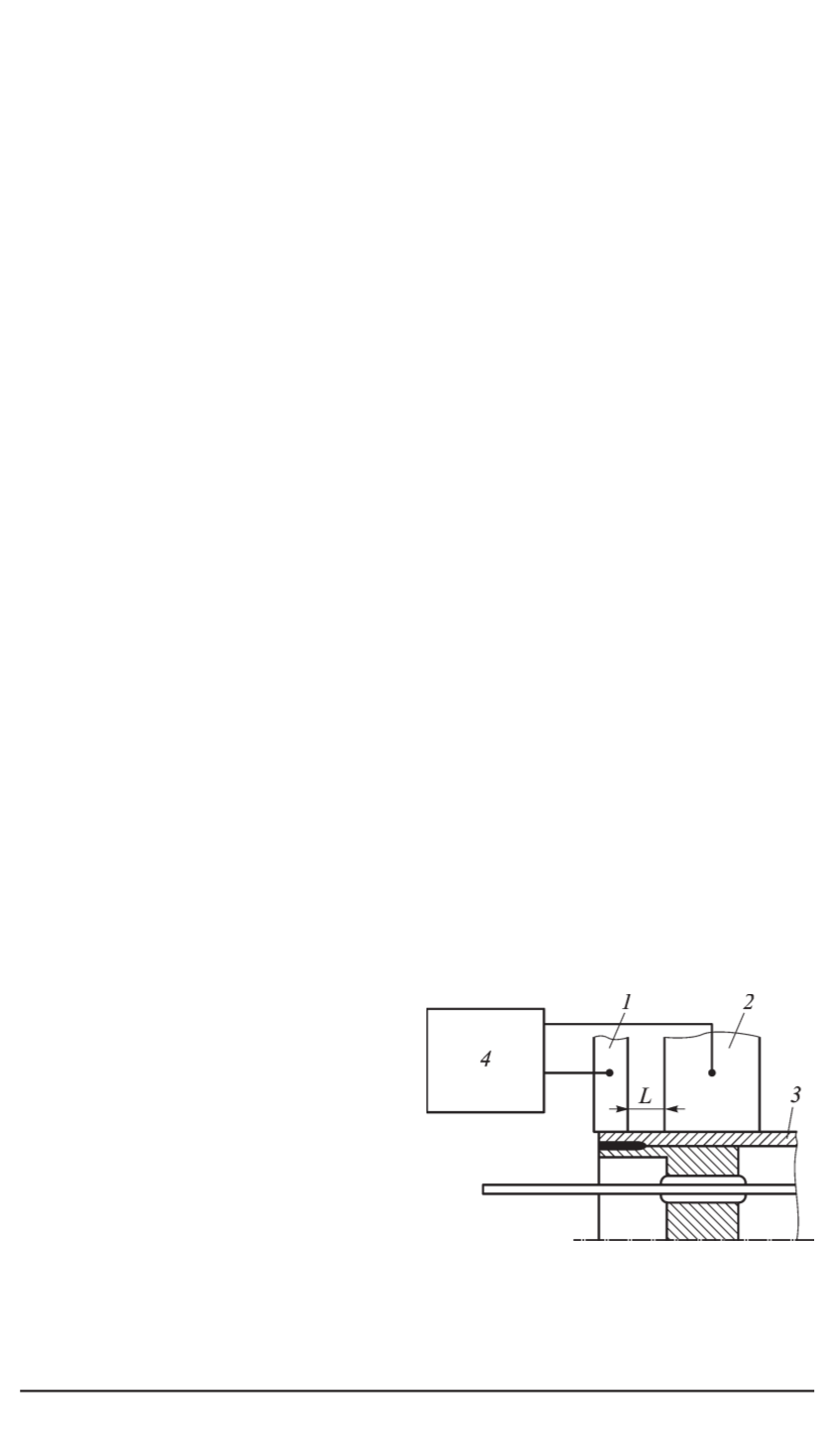
На рис. 3 показана схема предложенного одностороннего токопод-
вода для герметизации корпусов фотоприборов, где
1, 2
— плоские
электроды,
3
— свариваемый корпус,
4
— источник сварочного тока,
L
— расстояние между электродами.
Для приведенной схемы токоподвода необходимо было разрабо-
тать устройство, которое подводит свариваемый корпус к электродам,
Рис. 3. Схемасварки при односторон-
нем подводе сварочного тока
осуществляет его прижатие к ним
с заданной силой и за счет вра-
щения корпуса осуществляет его
прокатывание по рабочим поверх-
ностям последних.
Различия в ширине электро-
дов и их положении относи-
тельно корпуса обусловливает не-
однородность температурного и
электрического полей, создавае-
мых проходящим током. В обла-
сти корпуса, прилегающей к элек-
троду
1
(см. рис. 3), происходит
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 2 97


