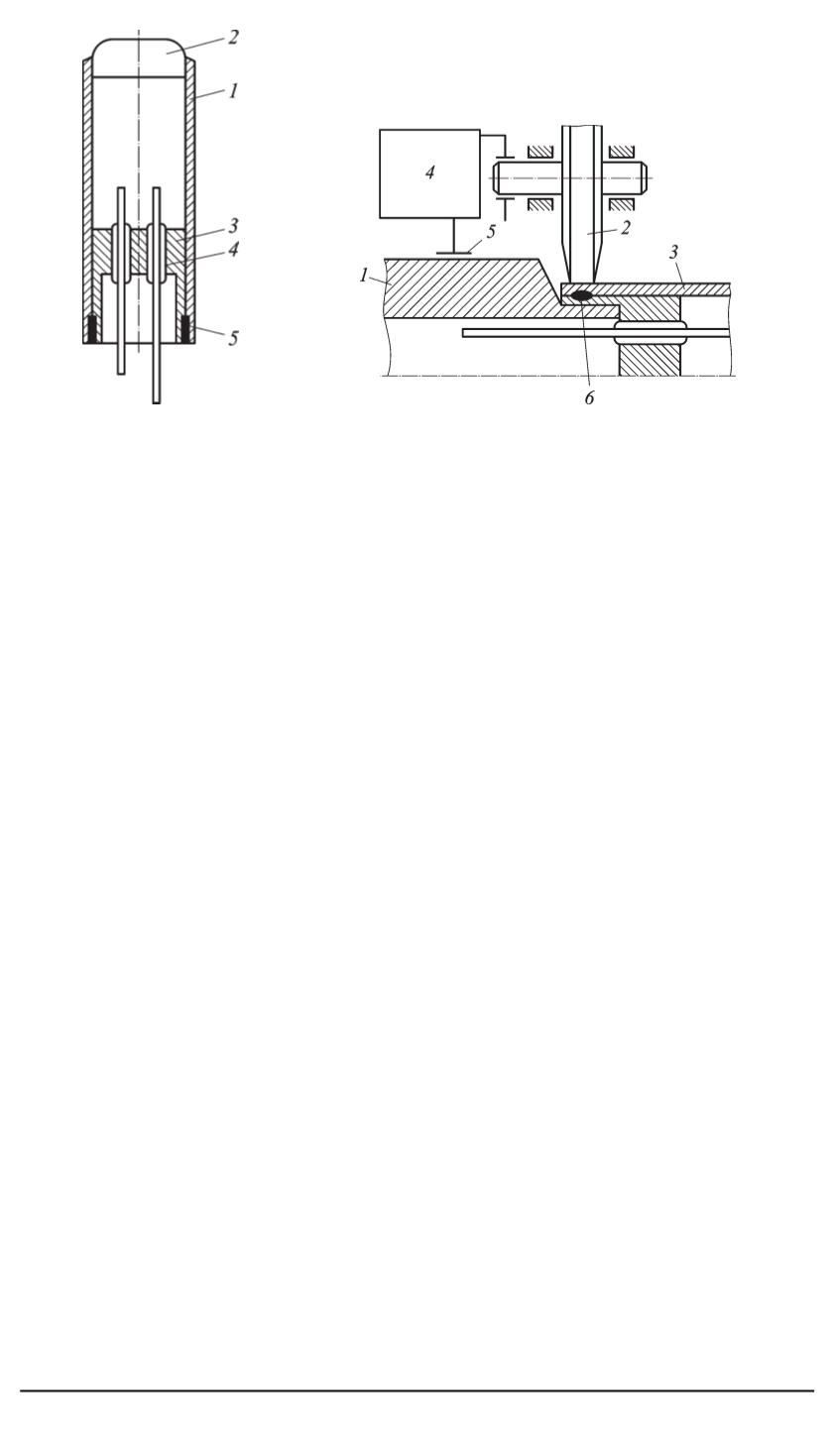
Рис. 1. Корпус
фотоприбора
Рис. 2. Схемасварки при двусторон-
нем подводе сварочного тока
Требования, предъявляемые к процессу герметизации, определя-
ют широкое применение для этих целей шовной контактной сварки.
По широко распространенной технологии, сварка осуществляется при
использовании двустороннего подвода сварочного тока, для чего один
из электродов выполнен в виде медной оправки, а второй — в виде
ролика. На рис. 2 представлена схема сварки, где
1
— токоподводящая
оправка, приводимая во вращение электроприводом;
2
— ролик;
3
—
свариваемый корпус;
4
— источник сварочного тока;
5
— скользящие
токоподводящие контакты;
6
— сварной шов. Сварку осуществляют
проходящим током путем формирования последовательного ряда ча-
стично перекрывающихся сварных точек при совместном вращении
оправки с установленным на ней корпусом фотоприбора и ролика.
Однако описанный традиционный метод сварки имеет существенные
недостатки применительно к данной конструкции корпуса, основными
из которых можно назвать следующие:
•
большая трудоемкость вспомогательных операций, связанных с
установкой и фиксацией корпуса на оправке, а также съемом изделий
после сварки;
•
быстрый износ оправки, которую, как показывают данные мно-
голетней практики, необходимо менять после герметизации 200–250
корпусов;
•
нестабильность геометрических размеров сварного шва по
длине;
•
наличие скользящих контактов в токоподводах к оправке и роли-
ку, что является одной из основных причин нестабильности сопроти-
вления сварочного контура и, как следствие, нестабильности резуль-
татов сварки.
При проведении исследований и проектировании решалась зада-
ча разработки процесса и оборудования, позволяющих существенно
96 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 2


