Рис
. 4.
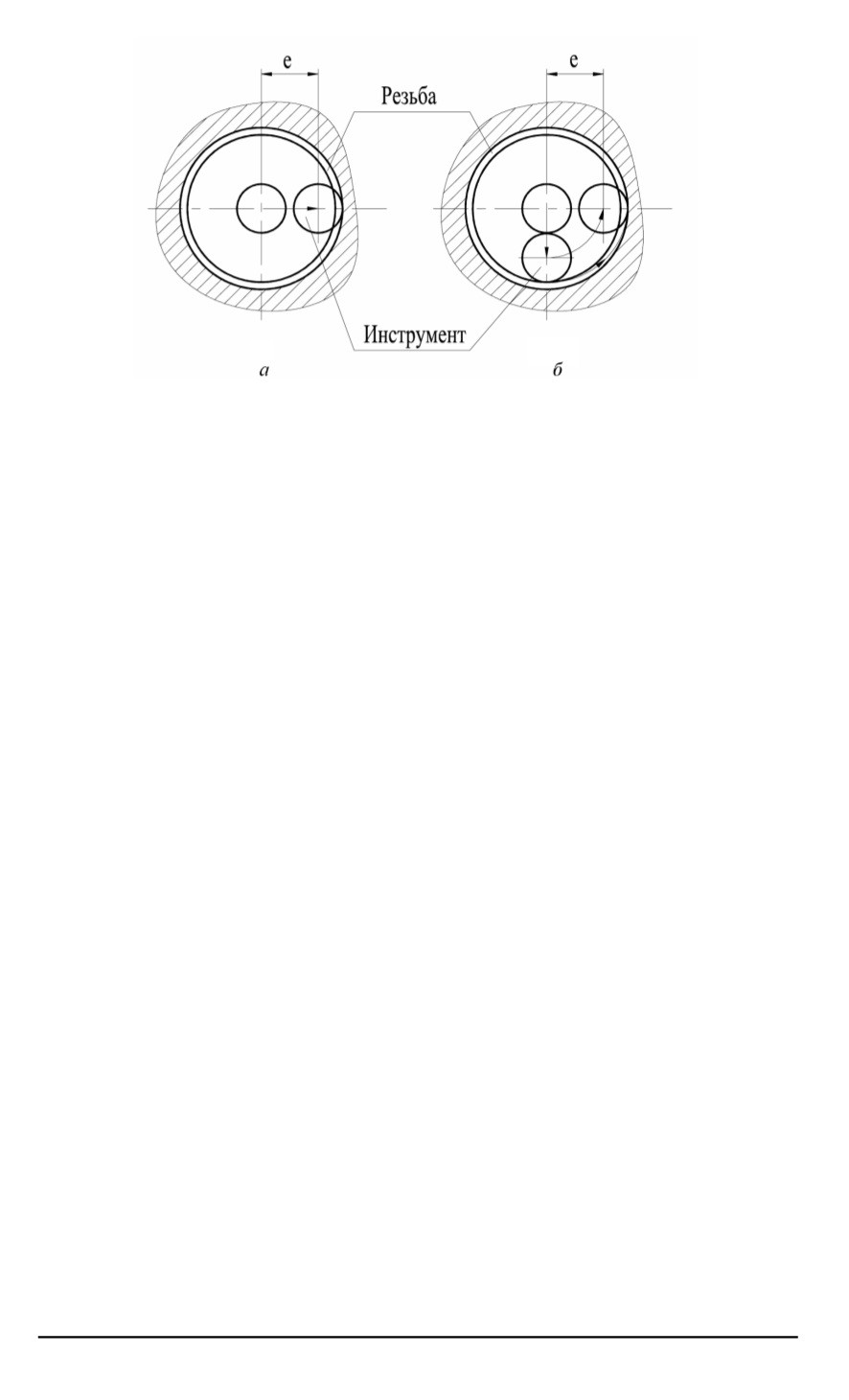
Схемы радиального и тангенциального врезания сверло
-
резьбофрезы
га контакта инструмента с заготовкой увеличивается постепенно
,
од
-
нако
,
по сравнению со способом
(
см
.
рис
. 4,
б
),
фрезерование резьбы
начинается сразу с максимальной дуги контакта
.
При тангенциальном
врезании по дуге инструмент за некоторую долю планетарного оборо
-
та относительно оси заготовки постепенно врезается на глубину про
-
филя резьбы
,
после чего резьба будет обработана за один планетарный
оборот
.
При этом способе инструмент мягко входит в обрабатываемый
материал из
-
за постепенного увеличения дуги контакта в движущейся
заготовке
.
При радиальном врезании инструмента кинематическая схема
(
см
.
рис
. 3)
представляет собой сочетание главного вращательного движе
-
ния резания
D
Г
и вспомогательного движения радиальной подачи
D
S
1
(
схема №
403 [6]).
В случае тангенциального врезания инструмента по дуге кинема
-
тическая схема значительно усложняется
.
Следует отметить
,
что пред
-
ставленные на рис
. 3
кинематические схемы тангенциального врезания
инструмента в заготовку не рассматриваются в классификации
[6],
так
как имеют более трех формообразующих движений
.
Рассматриваемые
кинематические схемы включают в себя четыре одновременных дви
-
жения
:
главное вращательное движение резания
D
Г
,
вспомогательное
вращательное движение круговой подачи
D
S
2
,
вспомогательные посту
-
пательные движения радиальной
D
S
1
и осевой
D
S
подач
.
Врезание может осуществляться вверх или вниз
,
посредством по
-
путного или встречного фрезерования
.
Это определяет отличия каждой
из четырех соответствующих схем
(
см
.
рис
. 3),
но выбор кинематиче
-
ской схемы тангенциального врезания зависит от предпочтительной в
каждом конкретном случае схемы последующего за ним резьбофрезе
-
ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. "
Машиностроение
". 2004.
№
1 109


