Таблица
2
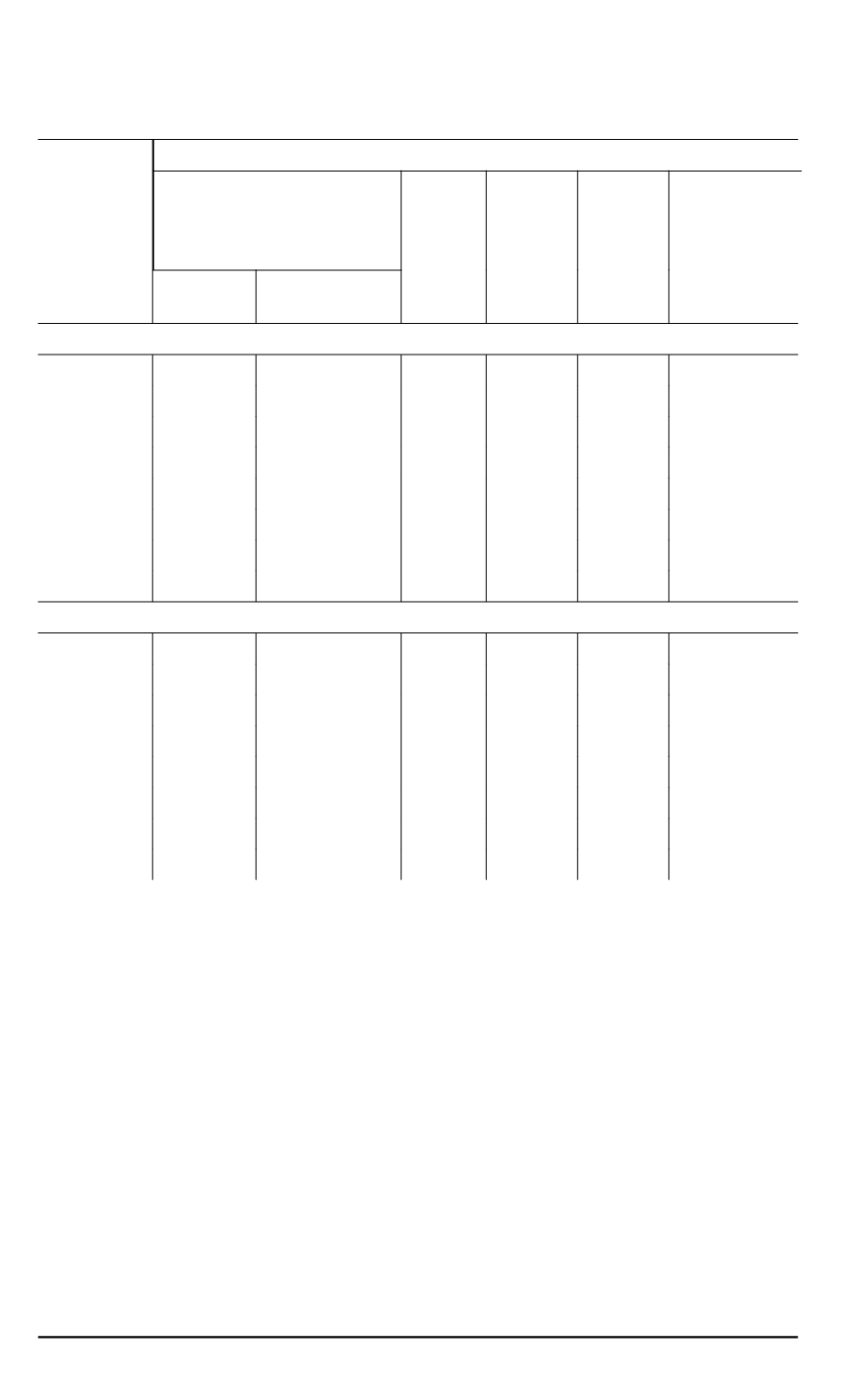
Сравнительный анализ силы резания
,
возникающей на различных частях
инструмента на этапе резьбообразования
Части инструмента
,
работающие на этапе резьбообразования
Вариант
обработки
Сверлильная
Расточ
-
ная
Резьбо
-
образую
-
щая
Зенко
-
вочная
Общее ко
-
личество
неработаю
-
щих частей
при
врезании
при резьбо
-
фрезеровании
Обработка правой резьбы
2.1
–
–
+
+
–
3
2.2
–
–
+
+
–
3
2.3
+
+
+
+
+
0
2.4
+
+
+
+
+
0
3.1
–
–
+
+
–
3
3.2
–
–
+
+
–
3
3.3
+
–
+
+
+
1
3.4
–
–
+
+
+
2
Обработка левой резьбы
1.1
–
–
+
+
–
3
1.2
–
–
+
+
–
3
1.3
+
+
+
+
+
0
1.4
+
+
+
+
+
0
4.1
–
–
+
+
–
3
4.2
–
–
+
+
–
3
4.3
+
–
+
+
+
1
4.4
–
–
+
+
+
2
пример
,
алюминиевых сплавах
,
сила резания не является лимитирую
-
щей
,
поэтому следует выбирать схему с минимальным временем обра
-
ботки
.
Наоборот
,
при нарезании резьбы в сталях невозможно не учитывать
снижение стойкости инструмента из
-
за увеличения силы резания
,
по
-
этому следует выбрать лимитирующий параметр
—
стойкость инстру
-
мента или производительность
—
в каждом конкретном случае
.
Ана
-
лиз приведенных таблиц позволяет сделать вывод
,
что при обработке
ОСП с правой резьбой наиболее целесообразно применять схемы
2.1
и
3.1.
Так как предпочтение имеет встречное фрезерование
,
выбираем
схему
2.1,
которая включает в себя следующие этапы
(
рис
. 9,
а
):
1, 2
—
сверление отверстия с одновременным формированием фаски на торце
;
ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. "
Машиностроение
". 2004.
№
1 119


