метр части инструмента
,
производящей растачивание отверстия
(
т
.
е
.
увеличение диаметра отверстия путем его фрезерования
),
не превы
-
шает наружного диаметра резьбообразующей части
.
Конструкция ин
-
струмента
,
работающего по рассматриваемой схеме
,
не ограничивает
длину обрабатываемого отверстия и не требует большого количества
инструментального материала
.
Существенным недостатком такого ин
-
струмента является низкая производительность процесса обработки от
-
верстий
,
поскольку количество планетарных оборотов равно числу вит
-
ков нарезаемой резьбы
.
Вторая схема основана на последовательном соединении процессов
сверления и резьбофрезерования
.
В этом случае наружный диаметр ча
-
сти инструмента
,
производящей сверление
,
больше или равен наруж
-
ному диаметру резьбообразующей части
(
рис
. 2).
Фактором
,
ограничи
-
вающим производительность обработки по этой схеме
,
является необ
-
ходимость обеспечения стружкоотвода при сверлении
,
что определяет
число зубьев инструмента
,
равное двум зубьям
.
Однако при этом обра
-
ботка резьбы ведется по всей длине
,
что значительно повышает произ
-
водительность
.
При обработке ОСП с резьбой по обеим схемам можно получить
несколько типоразмеров отверстий с резьбой различного диаметра и
одинаковым шагом
.
Это может быть реализовано растачиванием отвер
-
стия вследствие увеличения диаметра планетарного движения инстру
-
мента
.
Также при обработке по обеим схемам возможно изготовление
отверстий с однозаходной и многозаходной резьбой правого и левого
направлений
.
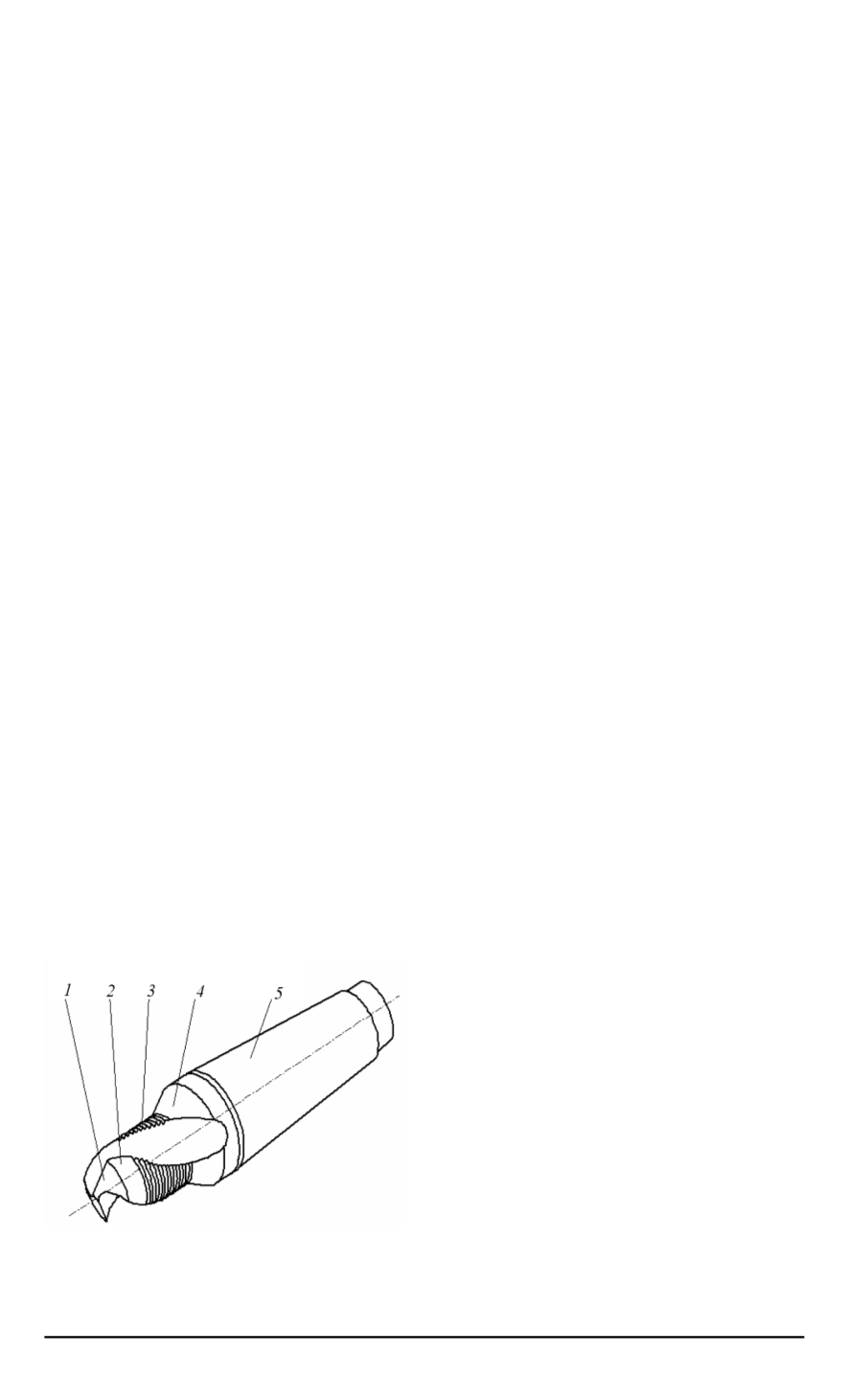
Рассмотрим подробно кинематические возможности комбиниро
-
ванного инструмента для формирования ОСП с резьбой и конической
фаской на торце
,
предложенного авторами в работе
[5]
и названно
-
го сверло
-
резьбофрезой
(
рис
. 2),
последовательно осуществляющего
Рис
. 2.
Общий вид сверло
-
резьбофрезы
процессы сверления и резьбофрезе
-
рования
.
Инструмент представля
-
ет собой сочетание сверлильной
1
,
расточной
2
,
резьбообразующей
3
(
выполненной на основе конструк
-
ции резьбовой фрезы
),
зенковочной
4
и хвостовой
5
частей
.
В связи с тем
,
что отдель
-
ные элементы сверло
-
резьбофрезы
обрабатывают различные участки
ОСП
,
будем исследовать возможно
-
сти обработки комбинированным
106 ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. "
Машиностроение
". 2004.
№
1


