тали со значительным количеством ОСП
,
в том числе содержащих резь
-
бовые участки
,
существенно снижается производительность и увели
-
чивается количество режущего и вспомогательного инструмента
.
По
-
этому при обработке отверстий сложного профиля в деталях такого ро
-
да эффективно применение комбинированных инструментов
,
которые
могут быть предназначены для работы как по предварительно подго
-
товленному отверстию
(
например
,
после литья
,
ковки
,
штамповки или
сверления
),
так и для работы в сплошном материале
.
При этом первая
группа инструментов комбинируется из зенкеров
,
разверток
,
метчиков
и резьбовых гребенчатых фрез
,
а вторая
—
дополнительно снабжает
-
ся сверлом
[3, 4].
Несмотря на то
,
что наиболее распространенным ин
-
струментом для нарезания внутренней резьбы является метчик
,
резьбо
-
вая гребенчатая фреза как часть комбинированного инструмента име
-
ет значительные преимущества в серийном гибком производстве и при
нарезании глухих отверстий
.
В настоящее время существуют две кинематические последователь
-
ности формирования ОСП с резьбой комбинированным инструментом
подобного типа
.
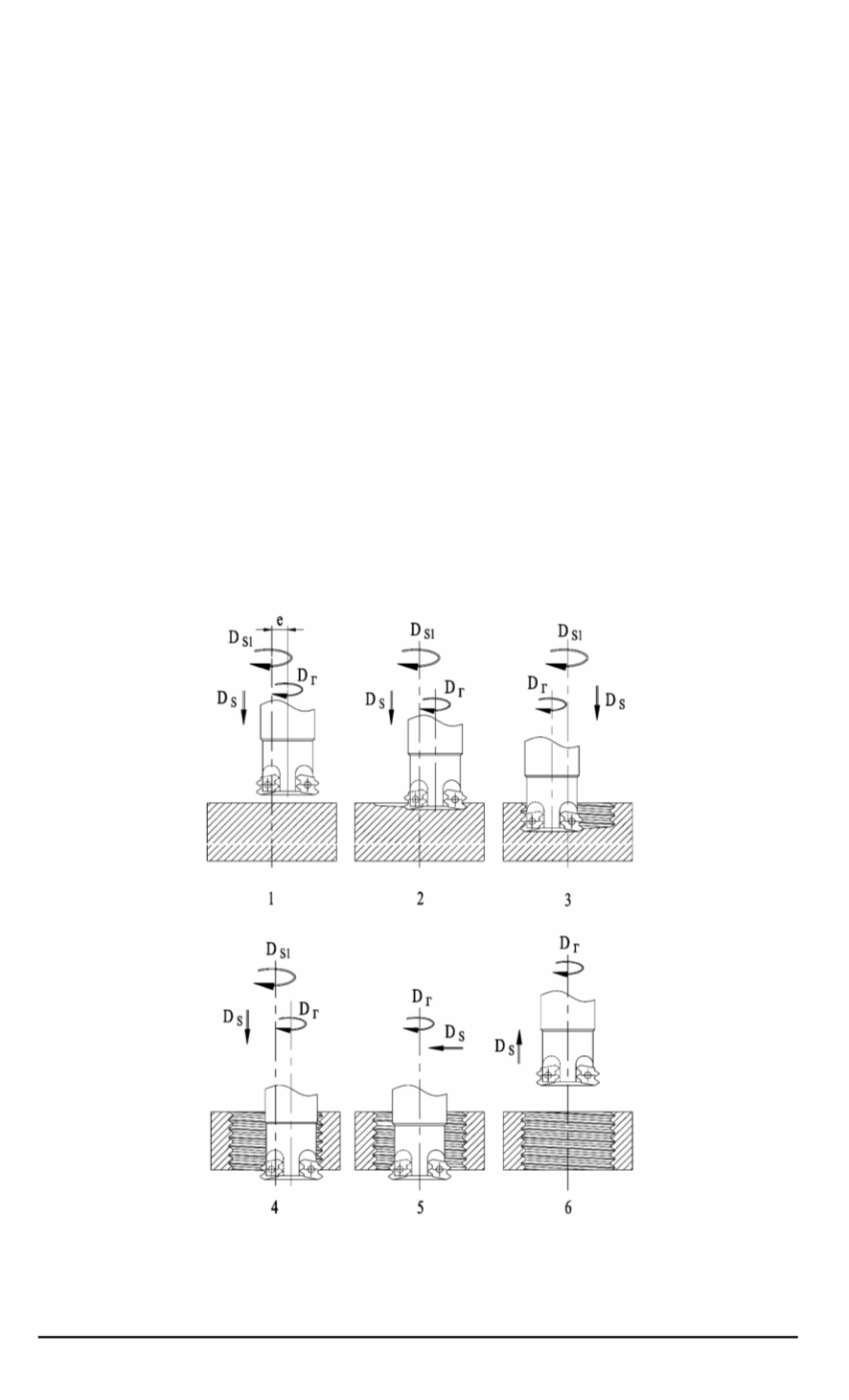
Одна из них основана на совмещении процессов фор
-
мирования отверстия и резьбы
(
рис
. 1).
В этом случае наружный диа
-
Рис
. 1.
Кинематическая схема обработки ОСП с резьбой
,
основанная на совме
-
щении процессов формирования отверстия и резьбы
ISSN 0236-3941.
Вестник МГТУ им
.
Н
.
Э
.
Баумана
.
Сер
. "
Машиностроение
". 2004.
№
1 105


