














 10 / 15
10 / 15

О.Г. Оспенникова, О.А. Базылева, Э.Г. Аргинбаева, А.В. Шестаков
84
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2017. № 3
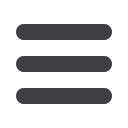
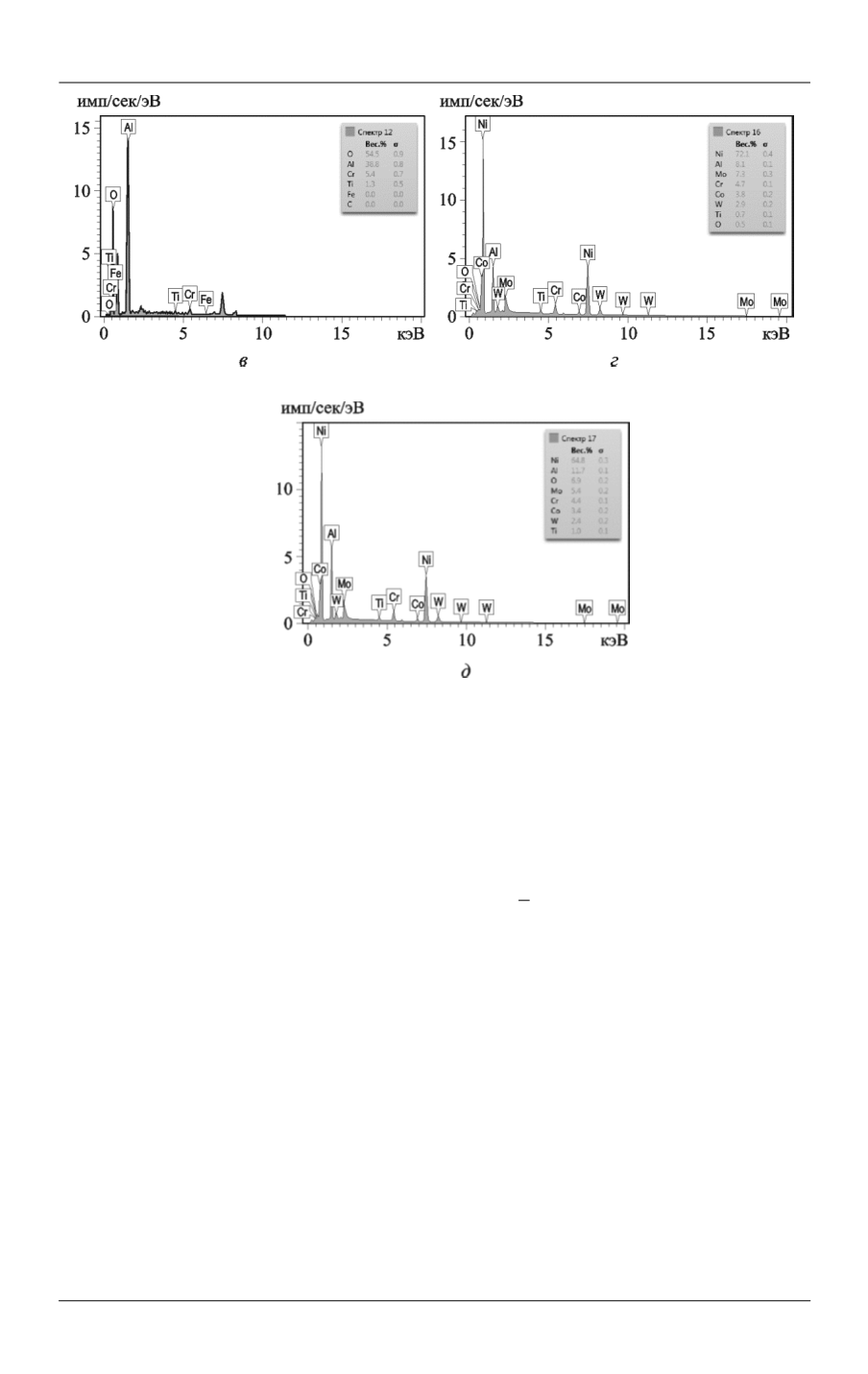
Рис. 5 (окончание).
Микрорентгеноспектральный анализ фаз композиционного материала
на основе интерметаллидного сплава ВКНА-4У:
в —
фазовый состав интерметаллидного сплава ВКНА-4У — спектры 16, 17;
г —
легированная
γ
ʹ
-фаза Ni
3
Al — спектр 16;
д —
смесь фаз (γ
ʹ
+ γ) — спектр 17
Заключение.
Проведенные исследования позволили установить:
•
оптимальные параметры интерметаллидных композиций системы
Ni
3
Al–Cr–Mo–W–Ti–Hf для равноосного литья:
с
Е
~ 8,37 эл/ат, а
Е
Δ
= (+0,01),
содержание карбидной фазы ~ 1,5 % масс. состава MeC и Mo
2
C;
•
для монокристаллических интерметаллидных сплавов, как показали ре-
зультаты математического моделирования микронапряжений, увеличение со-
держания γ
ʹ
-фазы в сплаве приводит к росту прочностных характеристик. При
этом тестовые результаты расчетов дают достаточно хорошее совпадение с экс-
периментальными данными;
•
с повышением температуры деформации от 1050 до 1200 °С допустимая
разовая степень деформации ε
доп
при осадке матричного интерметаллидного
сплава ВКНА-4У и компакта из порошка ВКНА-4У, упрочненного частицами
Al
2
O
3
, повышается от 20…22 % до 32…35 %. При этом оксидно-дисперсный
композиционный материал несколько технологичнее и сохраняет фазовый со-
став, присущий матрице и оксидам.