















 10 / 16
10 / 16

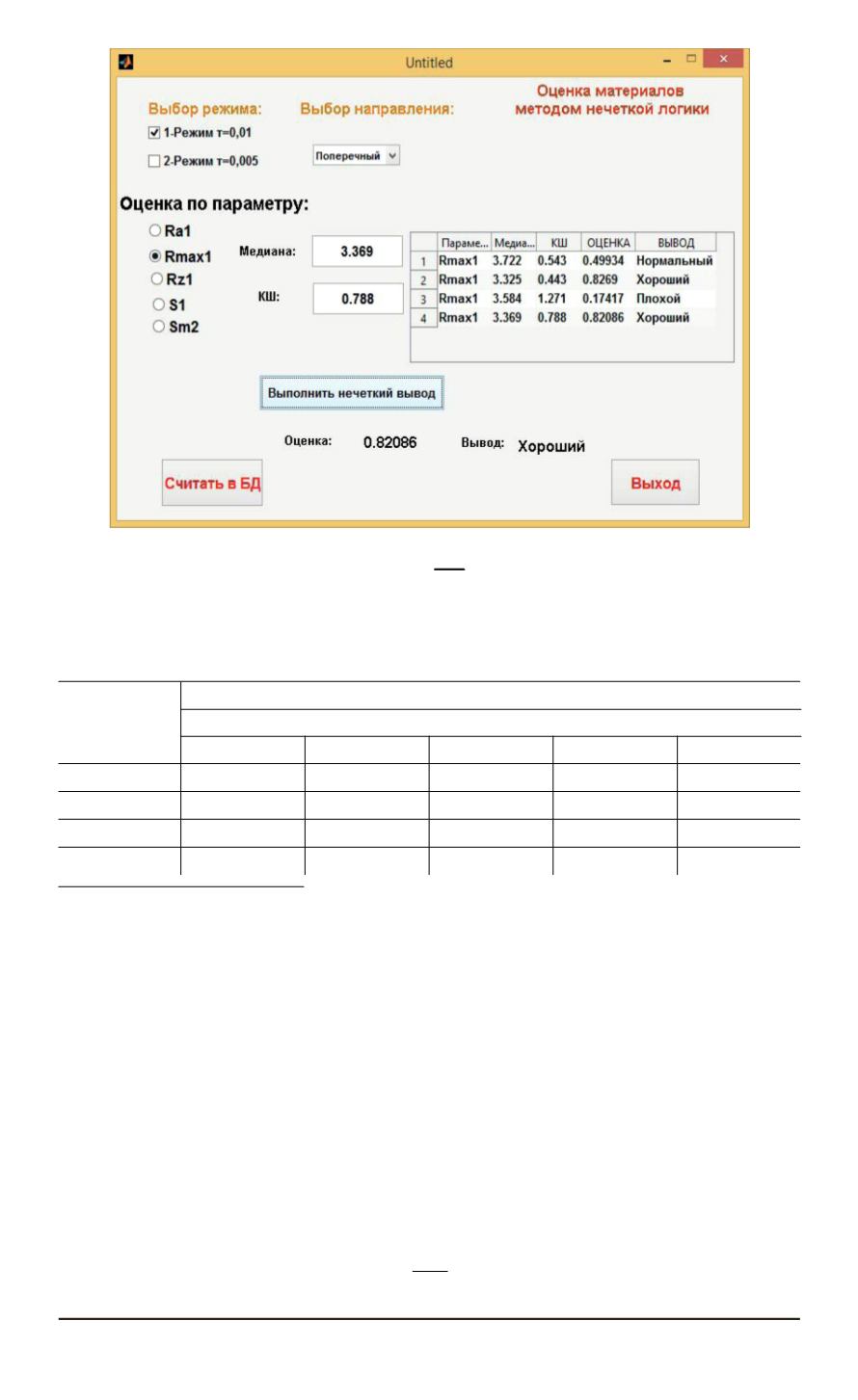
Рис. 3. Окно графического приложения системы для параметра
R
max1
l
,
полученного при шлифовании ВПК
l
= 1; 4
Таблица 7
Результаты нечеткой логики по выбору зернистости ВПК для каждого
исследуемого параметра шероховатости
Функция желательности
d
l
Круг
l
Параметры шероховатости
R
a
1
R
max1
S
1
R
z
1
S
m
2
1
0,5000
0,4993
0,4182
0,8111
0,8231
2
0,6556
0,8269
0,7851
0,8227
0,1731
3
0,1746
0,1742
0,1731
0,1745
0,5408
4
0,8087
0,8209
0,8269
0,7271
0,8214
П р и м е ч а н и е. Зернистость
l
: 1 — B76, 2 — B107, 3 — B126, 4 — B151
S
m
2
[1]. В этом случае выбор круга
l
= 4
является наилучшим, т.е.
детали из пластичной стали 06X14H6Д2MBT-Ш следует шлифовать
крупнозернистым ВПК CBN30 В151. Но если в чертеже детали указа-
ны требования по одному параметру
R
max 1
, то лучше воспользоваться
ВПК
l
= 2
с зернистостью В107. В то же время для минимизации
только средних шагов в продольном направлении обработку деталей
целесообразно вести мелкозернистым кругом В76 (
l
= 1
), когда умень-
шение зерен ведет к увеличению их числа на площади контакта с за-
готовкой. Сказанное сопровождается отмеченным снижением средних
шагов
S
m
2
.
Конечной задачей данного исследования служит поиск оптималь-
ной зернистости среди ВПК
l
= 1; 4
, что позволило бы минимизиро-
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2015. № 6 105