














 8 / 12
8 / 12

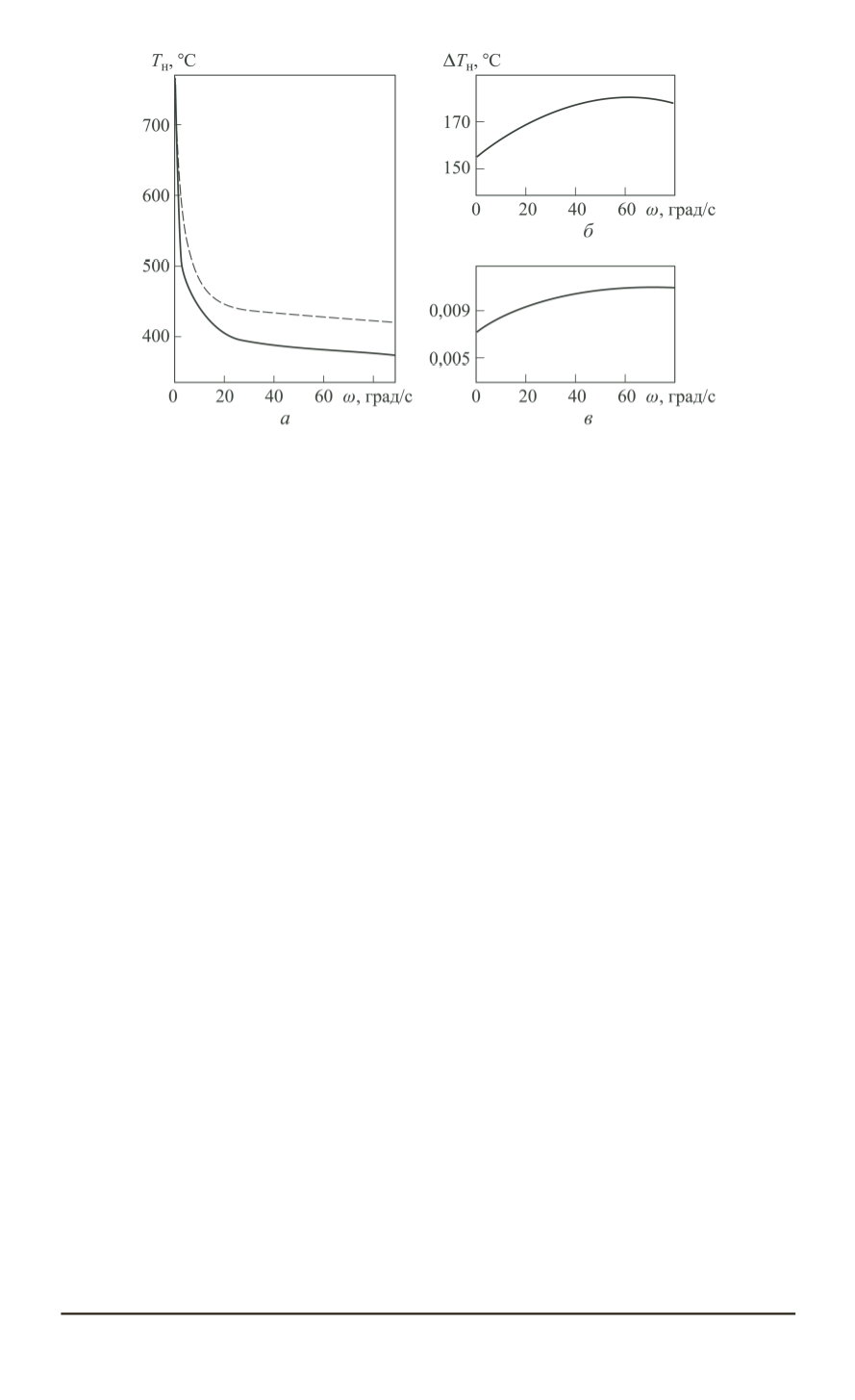
Рис. 6. Влияние скорости охлаждения:
а
— на температуру начала
γ
→
α
-превращения (
Т
н
), штриховой линией показана
зависимость начала превращения
γ
→
α
при максимальном нагреве до
Т
max
=
А
С3
;
б
— на температурный интервал
γ
→
α
-превращения —
Δ
Т
н
;
в
— на фазовую
дилатацию при
γ
→
α
-превращении —
Δ
ε
f
9. Расчет временн ´ых деформаций. Определение значений (эпюры)
упругих деформаций и внутренних продольных напряжений.
10. Уточнение эпюры упругих деформаций в связи с зависимостью
модуля упругости от температуры.
Расчет проводился применительно к случаю сварки пластин из ста-
ли 15Х2НМФА встык аустенитным электродом ЭА395/9
(10Х16Н25М6). Сварка пластин толщиной
δ
= 3
мм велась на следу-
ющем режиме: сварочный ток — 200 А; напряжение — 25 В; скорость
сварки — 9 м/ч.
Результаты проведенного расчетного анализа развития продольных
сварочных напряжений представлены на рис. 7. Как следует из пред-
ставленных результатов, существенное влияние на кинетику развития
сварочных напряжений в отдельных зонах сварного соединения ока-
зывает жесткость сварного соединения (ширина пластины).
Так, в зоне, непосредственно прилегающей к линии сплавления
(кривая
2
, см. рис. 7,
а
), при ширине пластины
Н
= 10
см развиваются
сжимающие напряжения. Увеличение ширины пластины до
Н
= 20
см
приводит на этапе остывания в начальный момент к развитию в ме-
талле околошовной зоны (ОШЗ) также сжимающих напряжений, но
при дальнейшем остывании сжимающие напряжения уменьшаются и
к моменту полного охлаждения сварного соединения образуются зна-
чительные растягивающие напряжения (см. рис. 7,
б
, кривая
2
).
Полученные результаты указывают на то, что увеличение жестко-
сти сварного соединения теплоустойчивых сталей приводит к накоп-
лению пластической деформации в металле зоны сплавления. В рабо-
те [6] также показано, что увеличение жесткости сварного соединения
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2015. № 4 137