














 10 / 12
10 / 12

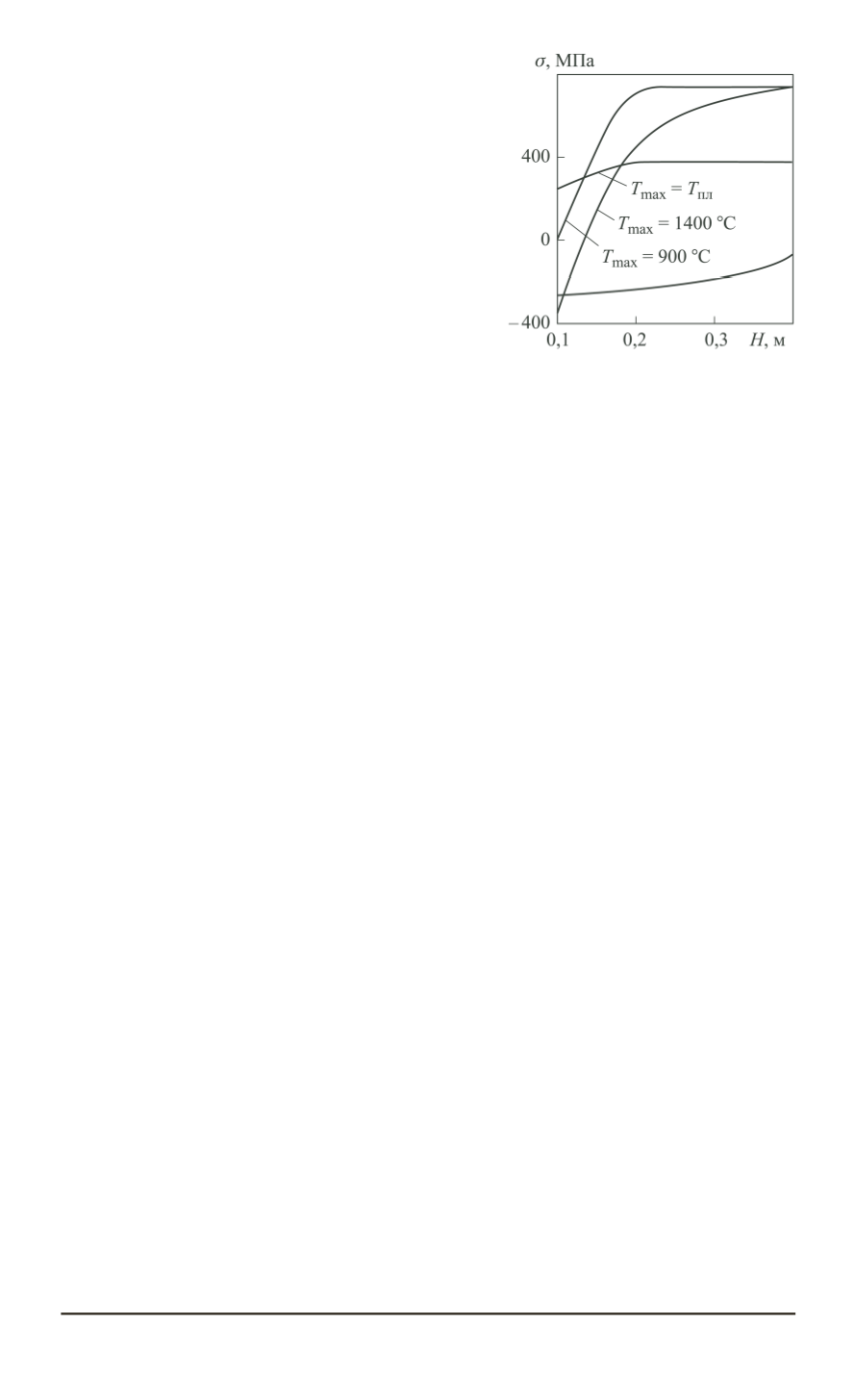
Рис. 8. Влияние ширины пластины на
формирование остаточных сварочных
напряжений в разных зонах сварного со-
единения для случая сварки пластин из
стали 15Х2НМФА аустенитными элек-
тродами (числа на кривых — максималь-
ная температура нагрева металла, кри-
вая без значений — остаточные напряже-
ния на концах пластины)
меньше металл данной зоны может воспринять деформации при по-
вторном нагреве и тем больше вероятность образования РПН. Необхо-
димо также отметить, что в зоне границ зерен в процессе повторного
нагрева происходит значительная локализация деформаций, обусло-
вленная разной релаксационной стойкостью отдельных зон сварного
соединения [7].
Следует обратить внимание на то, что на характер перераспределе-
ния остаточных сварочных напряжений оказывает влияние не только
на ранее рассмотренные факторы, но и химический состав металла
шва, а также режим сварки. Изменяя химический состав присадочного
материала и режим сварки, можно в широких пределах изменять рас-
пределение внутренних напряжений, а следовательно, и вероятность
образования разрушения при повторном нагреве.
Обобщенный график влияния жесткости сварного соединения на
развитие сварочных напряжений в отдельных зонах сварного соеди-
нения приведен на рис. 8.
Из рис. 8 следует, что существует критический уровень жесткости
сварного соединения, ниже которого в наиболее опасной зоне в от-
ношении образования РПН развиваются сжимающие внутренние на-
пряжения — зоне, прилегающей к линии сплавления (на рис. 8 кривая
с максимальной температурой нагрева
Т
= 1400
◦
С). Данное обстоя-
тельство указывает на то, что в сварных соединениях такой жесткости
образование разрушения при повторном нагреве исключено. Однако,
как отмечалось ранее, в этой зоне в процессе сварки могут возникать
микротрещины, которые при повторном нагреве в условиях релакса-
ции сжимающих внутренних напряжений могут раскрываться.
В целях подтверждения достоверности полученных расчетных дан-
ных были проведены экспериментальные исследования распределения
остаточных сварочных напряжений в поперечном сечении пластины
шириной
Н
= 20 см из стали 15Х2НМФА, сваренной встык аустенит-
ными электродами ЭА395/9.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2015. № 4 139