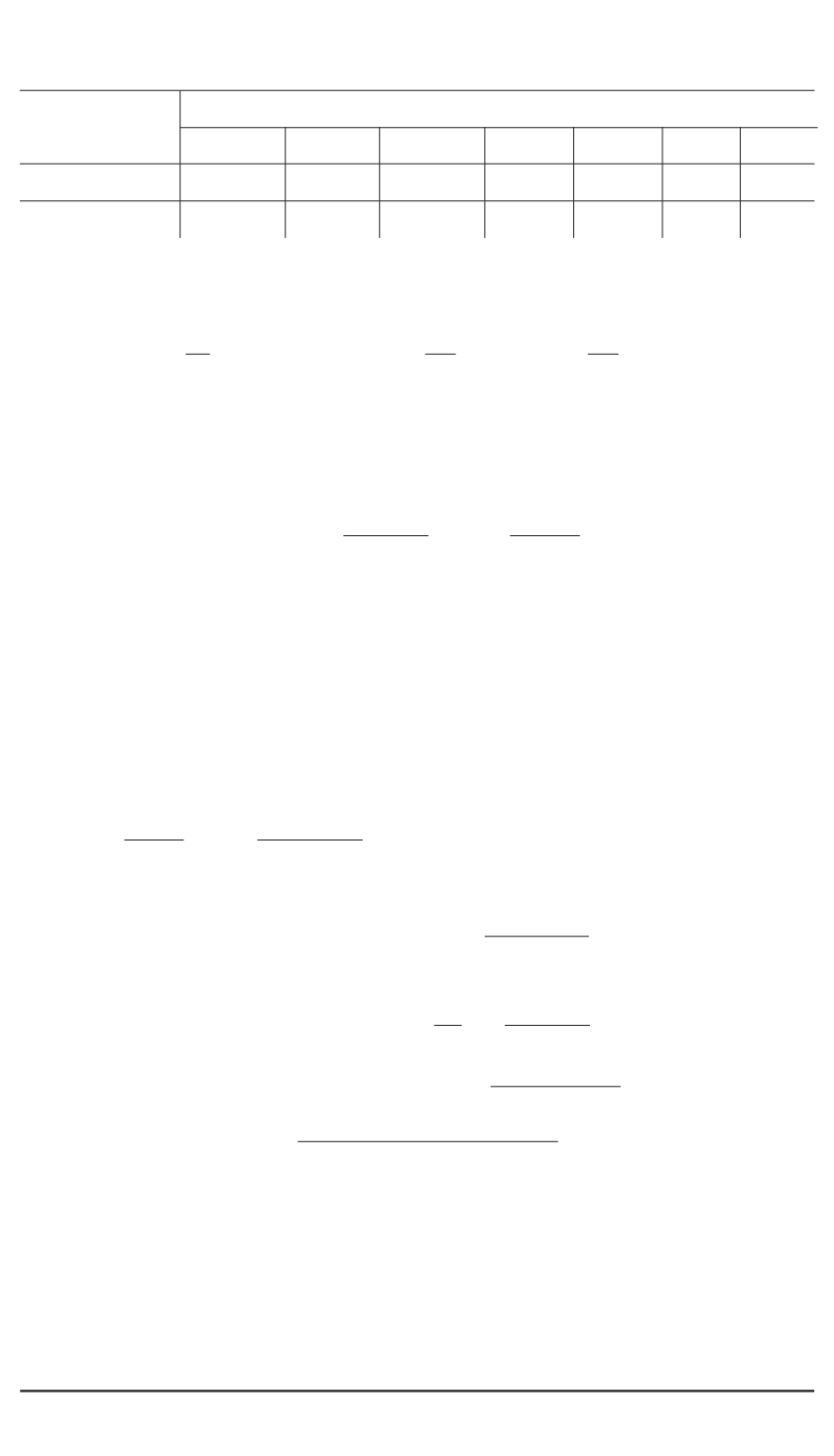
Таблица 4
Значения угла гибки в семи клетях
Угол гибки
Номер прохода
1
2
3
4
5
6
7
α
, град
162,5
145
127,5
110
100
92
88
γ
, град
8,75
17,5
26,25
35
40
44
46
утонение
S
S
= 1
,
2248
−
0
,
2768
R
1
R
2
+ 0
,
0468
R
1
R
2
2
пропорционально углу гибки
Δ
α
i
=
α
i
−
1
−
α
i
. Соответственно, толщи-
на полосы в предыдущем калибре будет несколько больше ее толщины
в последующем калибре:
Δ
S
6
=
S
7
(
S /S
)
7
−
S
7
Δ
α
i
−
1
α
7
.
На основе представленных формул рассмотрим гибку уголка 50
×
×
3 мм (
b
6
×
S
6
). В качестве значенияутоненияв последнем, седь-
мом калибре воспользуемсяданными из табл. 2. Расчет проводится
против хода профилирования. Поскольку в седьмом калибре заго-
товка получает свои окончательные размеры, то расчету, прежде
всего, подлежат предшествующие ему шесть формующих кали-
бров. Дляшестого калибра определяем изменение толщины полосы:
Δ
S
6
=
3
0
,
888
−
3
92
◦
−
88
◦
88
◦
= 0
,
017
мм, откуда
S
6
= 3
,
017
мм.
Находим радиусы:
R
1
.
6
=
R
2
.
6
+
S
6
= 4 + 3
,
017 = 7
,
017
мм,
ρ
н.6
=
7
,
017 + 4
2
=
= 5
,
509
мм.
Исходнаяширина полосы
B
6
=
F
7
S
6
=
292
,
905
3
,
017
= 97
,
08
мм. Длина
полки определяется из выражения
l
i
=
B
i
−
2
ρ
н
.i
γ
i
2
, где
γ
— угол в
радианах, откуда
l
6
=
97
,
08
−
2
·
5
,
509
·
0
,
768
2
= 44
,
31
мм. Рабочая
ширина нижнего валка составит
L
н
6
= 2 (
R
1
.
6
sin
γ
6
+
l
6
cos
γ
6
) =
= 2 (7
,
017 sin 44
◦
+ 44
,
31 cos 44
◦
) = 73
,
5
мм
.
Рабочаяширина верхнего валка
L
в
6
= 2 (
R
2
.
6
sin
γ
6
+
l
6
cos
γ
6
) = 2 (4 sin 44
◦
+ 44
,
31 cos 44
◦
) = 69
,
3
мм
.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2012. № 2 93


