














 3 / 9
3 / 9

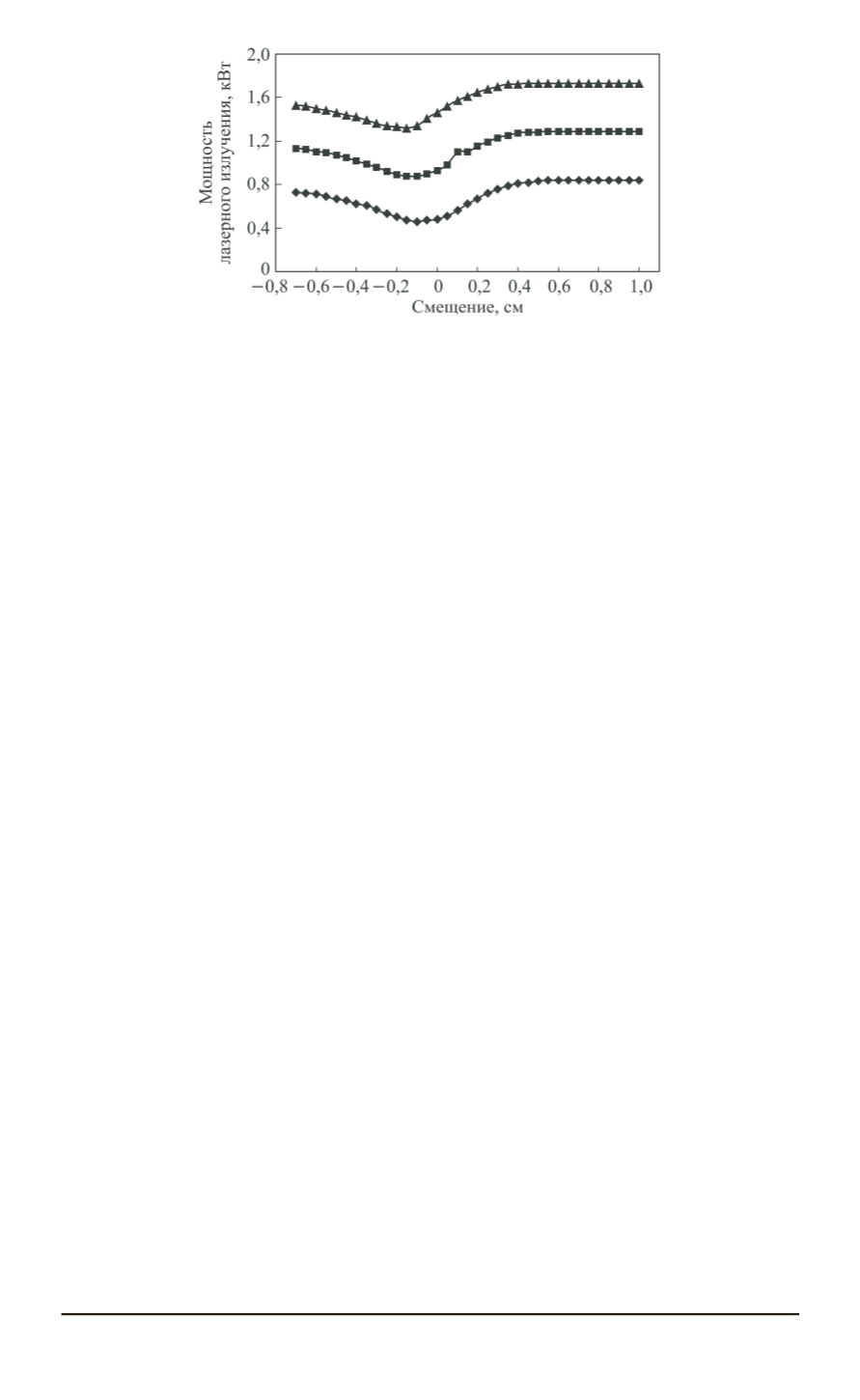
Рис. 1. Изменение мощности лазерного источника, необходимой для полного
проплавления пластины заданной толщины при гибридной обработке, в
зависимости от смещения источников нагрева и скорости перемещения
затрудняет оптимизацию параметров режима гибридной обработки.
Для оценки эффективности использования лазерного излучения необ-
ходимо провести значительное число вычислений. В качестве примера
можно привести рис. 1, на котором каждая точка кривой является ре-
зультатом расчета. Предлагаемая модель позволяет прогнозировать
эффективность процесса от параметров режима гибридной лазер-
ной сварки. В качестве варьируемых факторов выступают скорость
обработки и расстояние между центрами тепловых источников, а в
качестве отклика — эффективность лазерного воздействия.
Построение модели выполнялось на основе численного экспери-
мента, проведенного по указанной ранее программе расчета глубины
проплавления. Рассчитывали мощность лазерного излучения, необхо-
димую для полного проплавления пластины из стали 30ХГСА задан-
ной толщины без дополнительного источника теплоты. Наряду с этим
находили минимальную мощность лазерного излучения, обеспечива-
ющую проплавление при использовании дополнительного источника
теплоты. Расчет выполняли для образцов толщиной 0,6 и 100 мм, ско-
рости сварки 1, 3, 5 см/с и различных вариаций взаимного положения
тепловых источников энергии при мощности дополнительного источ-
ника 8 кВт.
Эффективность лазерного воздействия оценивали следующим
образом (табл. 1 и 2):
Э
= [
Р
л.и(max)
−
Р
л.и(min)
]
/
Р
л.и(max)
,
(1)
где
Р
л.и(max)
— мощность лазерного излучения, необходимая для пол-
ного проплавления пластины заданной толщины при обработке без
дополнительного источника теплоты;
Р
л.и(min)
— минимальная мощ-
ность лазерного излучения, необходимая для полного проплавления
пластины заданной толщины при гибридной обработке (см. рис. 1).
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2015. № 3 73