в характерной точке станка; смещение узлов и корпусных деталей;
погрешность обработки заготовки и пр.
Однако и здесь имеется ряд ограничений, например, частота вра-
щения шпинделя не всегда соответствует его температурному смеще-
нию, так как в ряде случаев необходимо учитывать время вращения
шпинделя; темп генерирования теплоты вызывает трудности при из-
мерении и учете времени вращения шпинделя; измерение смещения
узлов и корпусных деталей из-за тепловых деформаций в ряде случа-
ев трудно осуществить, но когда это возможно, достигается наиболее
полная коррекция смещений.
Измерение температуры нагрева в характерной точке станка более
удобно, когда наблюдается наиболее полное соответствие этой темпе-
ратуры смещению узла станка. При этом точность измерения темпе-
ратуры оказывает существенное влияние на правильность коррекции,
поэтому система должна точно реагировать даже на очень небольшие
колебания температуры.
Выбор способа коррекции погрешностей из-за тепловых деформа-
ций также зависит от стоимости, надежности, требований по точности
обработки и др.
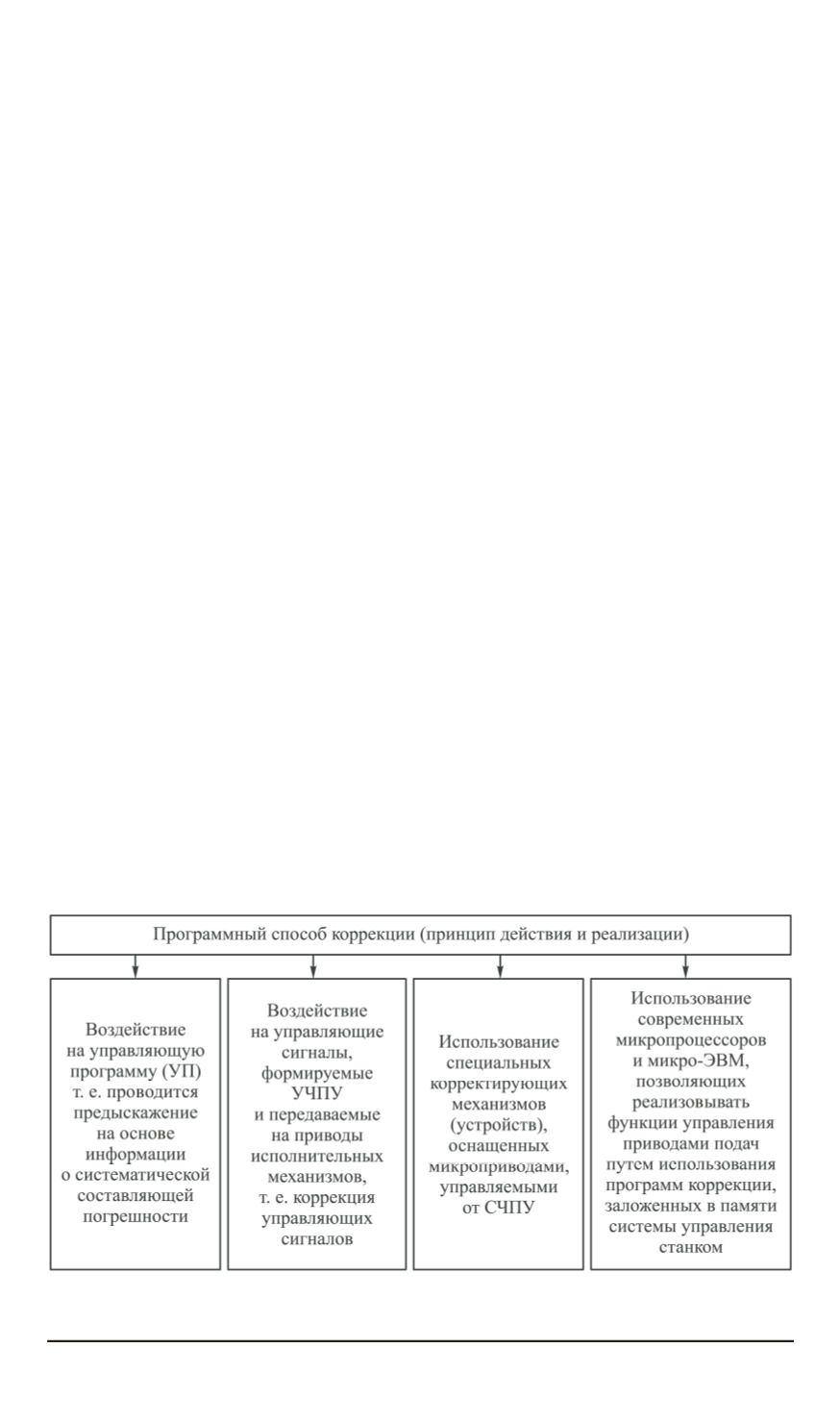
Выбор оптимального принципа действия способа коррекции те-
пловых деформаций, т.е. программного способа коррекции, должен
сочетать (рис. 3):
— воздействие на управляющую программу, когда проводится ее
предыскажение на основе информации о систематических погрешно-
стях;
— воздействие на управляющие сигналы, формируемые системой
ЧПУ и передаваемые на приводы исполнительных механизмов станка;
— использование на станке специальных корректирующих элемен-
тов или устройств, оснащенных микроприводами, управляемыми от
системы ЧПУ станка;
Рис. 3. Принцип действия и реализации программного способа коррекции
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 5 103


