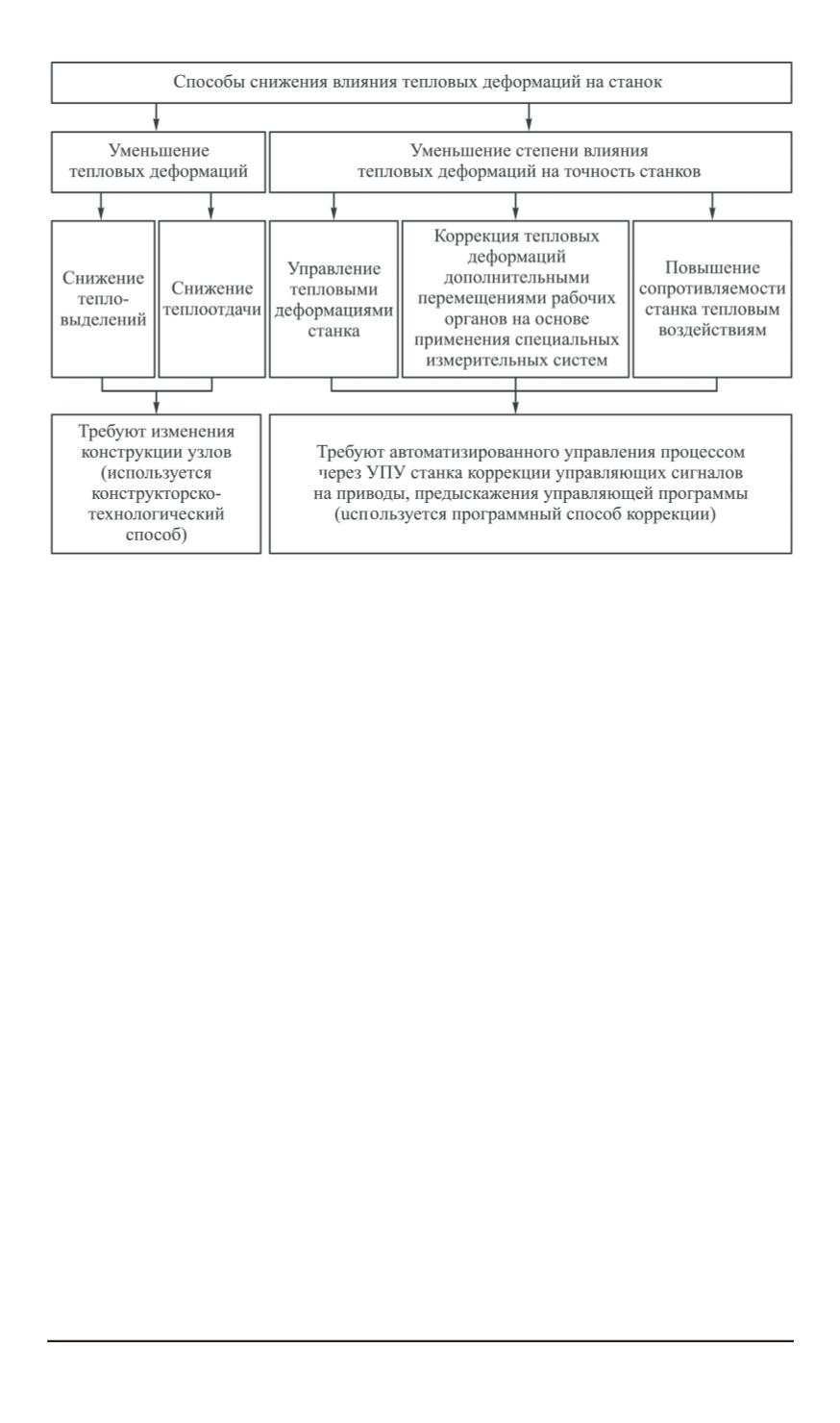
Рис. 2. Способы снижения влияния тепловых деформаций на станок
цию пространственных относительных перемещений и поворотов си-
стем координат, жестко связанных с деталями станка, которые входят
в размерные цепи, определяющие относительное положение рабочих
органов станка, несущих заготовку или режущий инструмент.
Наиболее желательным воздействием на погрешности из-за тепло-
вых деформаций станка является полная коррекция. Однако, исходя
из экономических соображений, производитель станков, как правило,
стремится к обеспечению согласованной с заказчиком нормы точно-
сти. Другая проблема состоит в технической трудности из-за необ-
ходимости применения специальных измерительных преобразовате-
лей, обеспечивающих достоверное измерение тепловых деформаций
станка, а также из-за сложностей в полной управляемости рабочими
органами станка по всем линейным и круговым координатам. По-
этому, учитывая, что направленность тепловых деформаций станка в
пространстве очень сложна, на практике решается задача не полной
коррекции этих погрешностей, а только возможности сокращения их
влияния на точность работы станка.
В целях определения возможных способов коррекции погрешно-
стей станка используется метод координатных систем [1] и модель
формирования погрешности относительного положения рабочих ор-
ганов станка [2].
Известно, что в общем виде возможны такие способы коррекции
погрешностей станков, как:
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 5 101


