














 6 / 10
6 / 10

Моделирование кинетики процесса пропитывания при производстве рефлекторов…
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 5
43
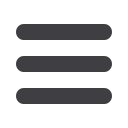
Рис. 8.
Моделирование процесса пропитывания для ткани «Аспро» А60
в зависимости от кривизны поверхности:
а —
поверхность двойной кривизны;
б
— плоский образец
ткани (см. рис. 1,
б
) составляет 180 с, площеной
ткани (см. рис. 1,
а
) — 227 с; значения сетевого
угла при выкладке обычной ткани (см. рис. 1,
б
) на
поверхность оснастки изменяются от 90
в центре
до 77
по краям; значения сетевого угла при вы-
кладке площеной ткани (см. рис. 1,
а
) изменяются
от 90
в центре до 68
по краям.
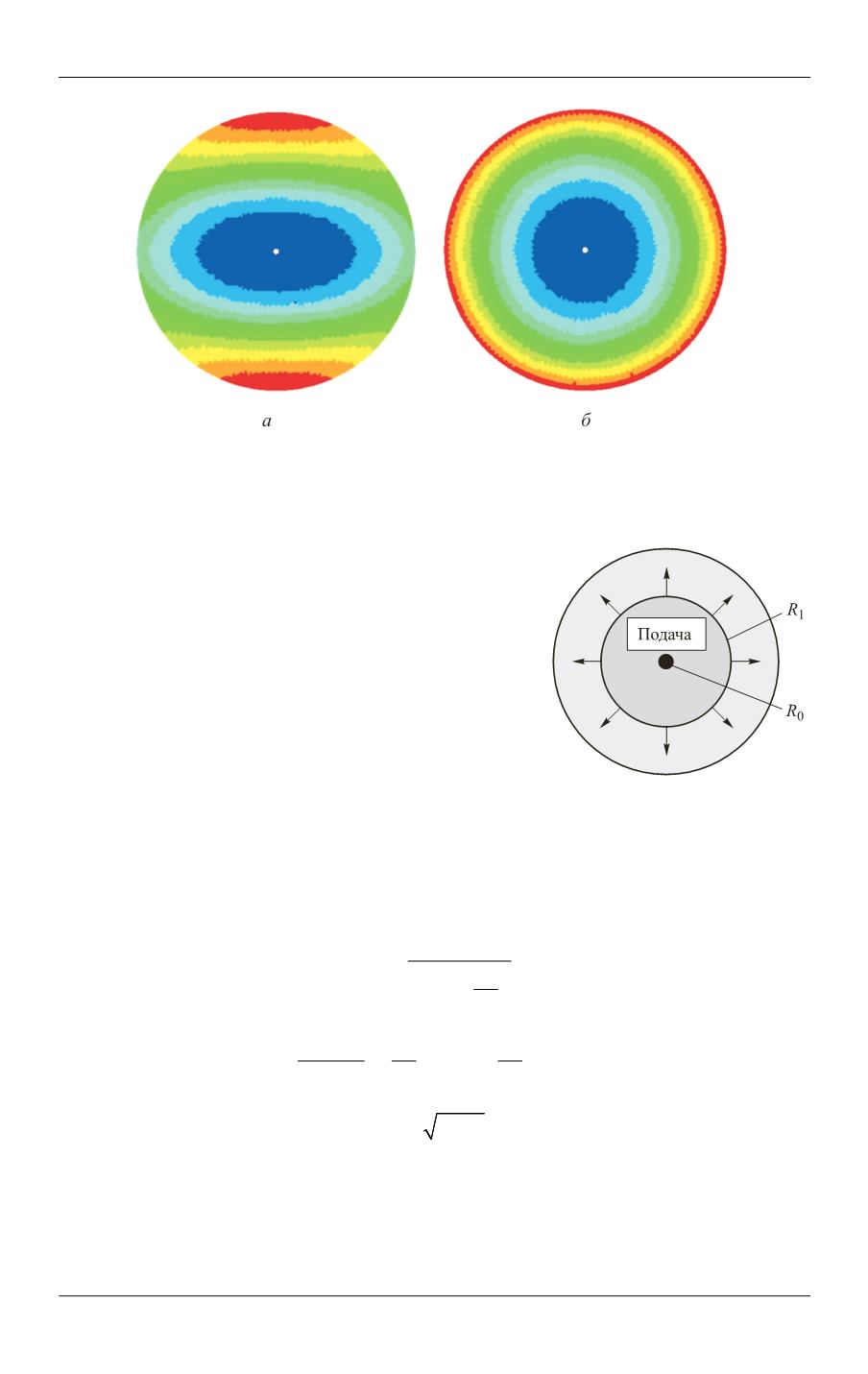
Для изготовления рефлектора, который имеет
поверхность двойной кривизны, было использо-
вано радиальное пропитывание ткани (рис. 9).
Диаметр исследуемых образцов тканей составил
550 мм; каждый образец состоял из четырех слоев
ткани с углами выкладки 0/±45
/90
; вязкость используемого эпоксидного свя-
зующего составляла 0,3 Па
∙
с;
2
0
2
( )
;
П ln
p
R
k
R
R
(9)
2
2
01
1
1
0
0
П
2 ln
1 1 ;
4
e
R R
R
K
p R
R
(10)
1 2
,
e
K K K
где τ — время пропитывания;
R
— радиус потока;
R
0
—
радиус места подачи свя-
зующего;
K
е
— эквивалентная проницаемость. Рассчитанное время пропитывания
при изготовлении рефлектора из обычной ткани составляло 187 с, а для площеных
тканей (рис. 10) — 235 с; погрешность расчета составляла не более 4 %.
Рис. 9.
Радиальное пропиты-
вание