














 4 / 10
4 / 10

Моделирование кинетики процесса пропитывания при производстве рефлекторов…
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 5
41
3
2
деф
2
n
i
i
n
m
m
2
1 П
sin
2
1 П
h а б
аб
K
аб h а б
2
нач
sin
;
K
(6)
1,2
деф
1 cos ,
1 cos
K K
(7)
где
1,2
K
— значения коэффициента про-
ницаемости;
K
деф
и
K
нач
— коэффициен-
ты проницаемости ткани в исходном,
т. е. недеформированном состоянии и после.
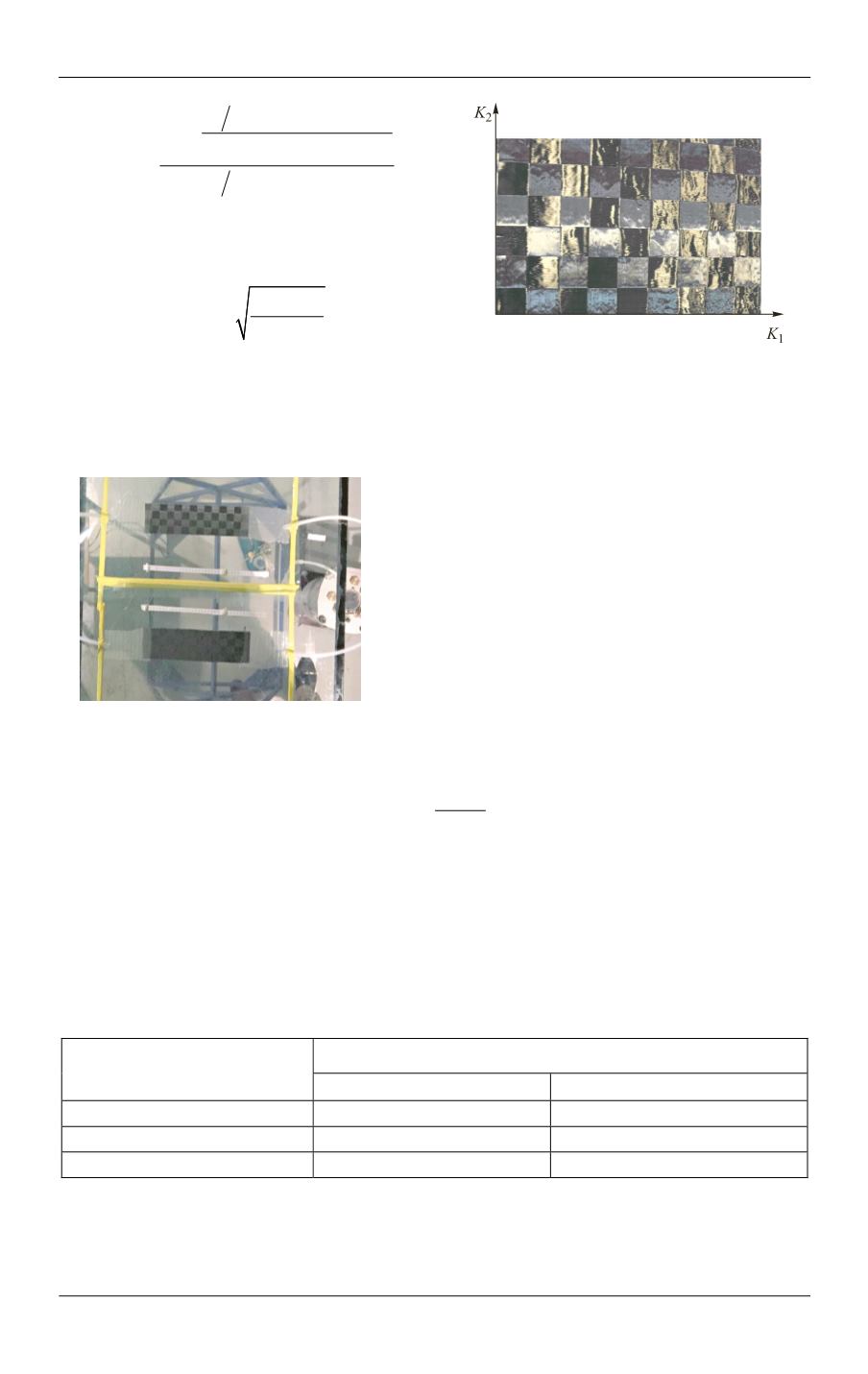
Экспериментальная часть.
Для получения
значений
K
нач
использовали методику, подроб-
но рассмотренную в [9–11]. Образцы исследуе-
мой ткани размером 600 × 60 мм (рис. 4) вы-
кладывали на поверхность оснастки и далее
пропитывали методом вакуумной инфузии, но
вместо связующего использовали машинное
масло с вязкостью 0,12 Па
∙
с и определяли вре-
мя пропитывания. Значения коэффициента
проницаемости недеформированной ткани
определяли по закону Дарси:
2
нач
П ,
2
x
K
p
(8)
где П — пористость ткани;
— вязкость связующего;
x
—
длина образца;
p
— перепад давления; τ — время пропитывания.
Полученные результаты приведены в таблице. Для рассматриваемой эле-
ментарной ячейки значения
а
=
б
и
h
1
= 0,3
a
, и поэтому значения коэффициен-
тов проницаемости в направлении основы и утка равны (см. таблицу).
Значения коэффициентов проницаемости и пористости
Тип ткани
Коэффициент
проницаемости
K
нач
, м
2
пористости П
Углеткань марки
Hexcel
0,57
7,5
·
10
–8
«Аспро» А60
0,47
4,25
·
10
–8
«Аспро» А80
0,45
3,5
·
10
–8
Используя полученные результаты, по уравнению (6) определяем зависи-
мость коэффициента проницаемости от сетевого угла. Из полученных экспери-
ментальных данных следует, что значения коэффициента проницаемости пло-
Рис. 3.
Внешний вид ткани с равными
значениями коэффициентов проница-
емости
K
1
=
K
2
Рис. 4.
Образцы для эксперимен-
тального определения
K
нач