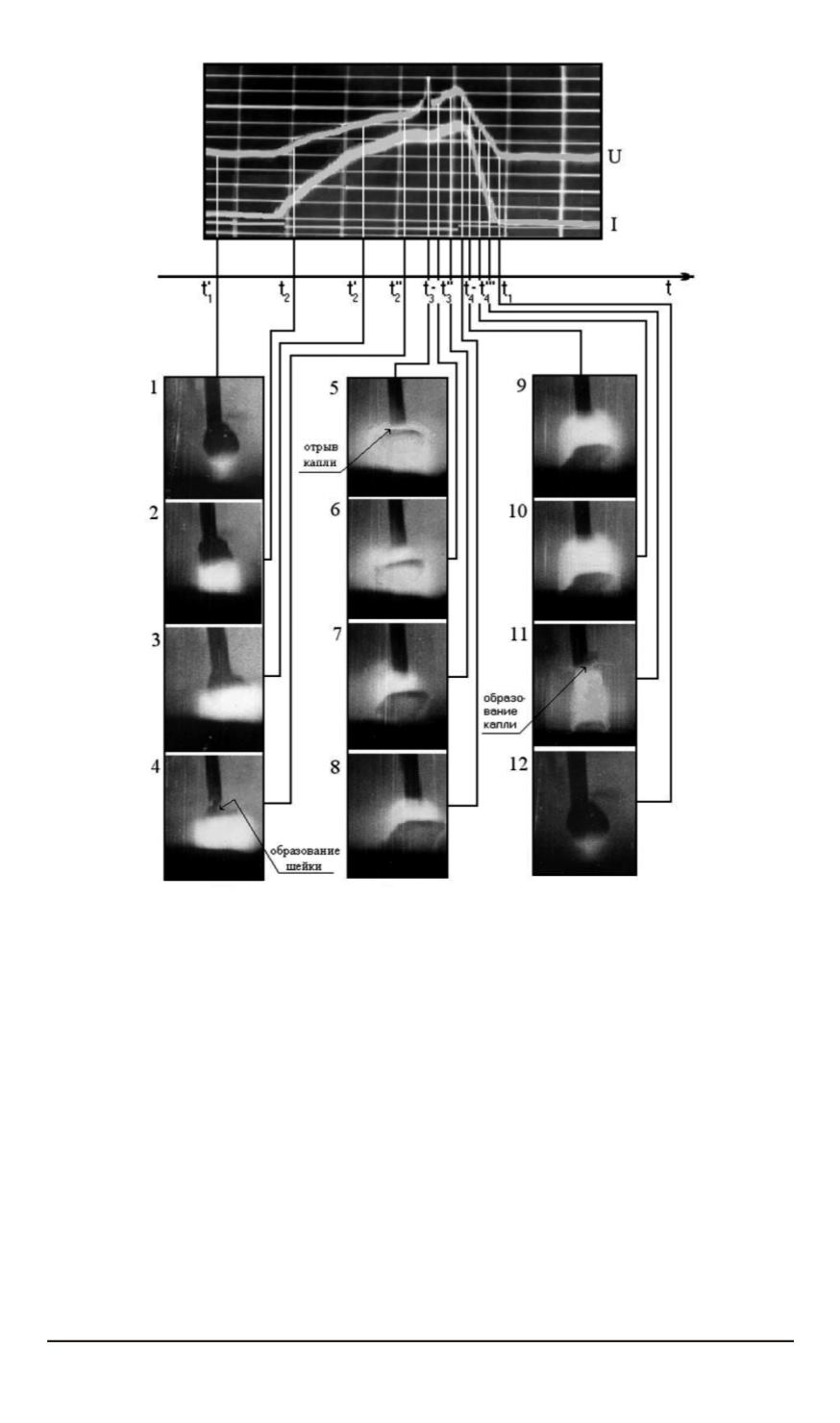
Рис. 3. Осциллограммы и кинограммы процесса импульсно-дуговой сварки:
режимы сварки —
I
и
= 600
А;
t
и
= 6
мс;
f
= 50
Гц (1 кл — 100 А; 7,2 В; отметчик
времени 1 кл — 2 мс)
и электродинамическая сила. За промежуток времени
t
1
−
t
2
под дей-
ствием силы тяжести и поверхностного натяжения капля сформиро-
валась на торце в виде сферы. Капля занимает соосное положение с
электродом. Диаметр столба сварочной дуги меньше диаметра капли
и электрода.
С момента времени
t
2
ток импульса возрастает и увеличивается
значение сил, действующих на каплю (кадры 2–3). За счет теплонасы-
щения столб дуги увеличивается, принимает бочкообразную форму и
стремится обхватить каплю. Нарастание сварочного тока происходит
плавно, поэтому капля не смещается на боковую поверхность элек-
трода, а продолжает занимать соосное с ним положение.
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 5 109


