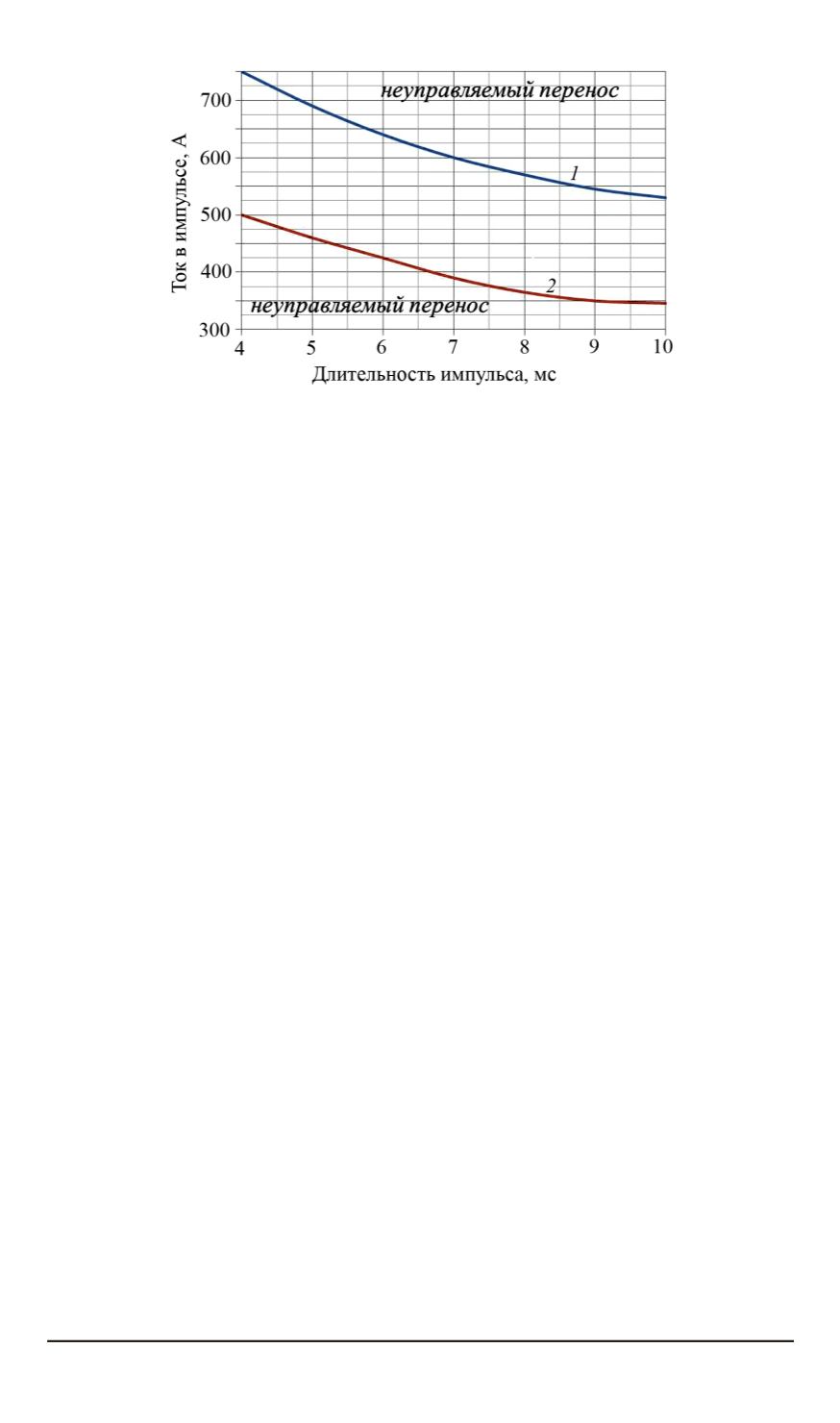
Рис. 2. Область режимов с управляемым переносом электродного металла
электродного металла. Возрастает скорость полета капли и ее воздей-
ствие на сварочную ванну, что ухудшает формирование металла шва.
При значениях амплитуды выше кривой
1
капли могут разрываться на
электроде, что является причиной разбрызгивания электродного ме-
талла. Необходимо отметить, что увеличение амплитудного значения
тока приводит к подбрасыванию оставшегося на торце жидкого метал-
ла вверх по электроду. Это также может являться причиной повышения
разбрызгивания и нарушения устойчивости процесса сварки.
При увеличении длительности и снижении амплитуды импульса
перенос электродного металла приобретает плавный характер. Далее
приведены ориентировочные режимы сварки в углекислом газе при
импульсно-дуговой сварке для одной скорости подачи электрода.
Режимы импульсно-дуговой сварки в углекислом
газе в нижнем положении
Параметры
Значение
Длительность импульсов, мс . . . . . . . . . . 4–10
Частота, Гц . . . . . . . . . . . . . . . . . . . . . . . . . . . 30–80
Амплитуда тока, А . . . . . . . . . . . . . . . . . . . . 350–750
Базовый ток, А . . . . . . . . . . . . . . . . . . . . . . . 20–30
В ходе эксперимента было отмечено, что применение импульсов
сварочного тока благоприятно сказывается на стабильности горения
дуги и характере переноса электродного металла. Дуга горит устой-
чиво. На рис. 3 показаны процессы плавления и переноса капель элек-
тродного металла при импульсно-дуговой сварке в углекислом газе.
На кадре 1 представлен электрод к концу паузы. На торце элек-
трода видна капля электродного металла, образовавшаяся в результате
теплового воздействия предыдущего импульса. Сварочный ток в паузе
снижается до 30 А, в связи с этим уменьшается реактивное давление
108 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2014. № 5


