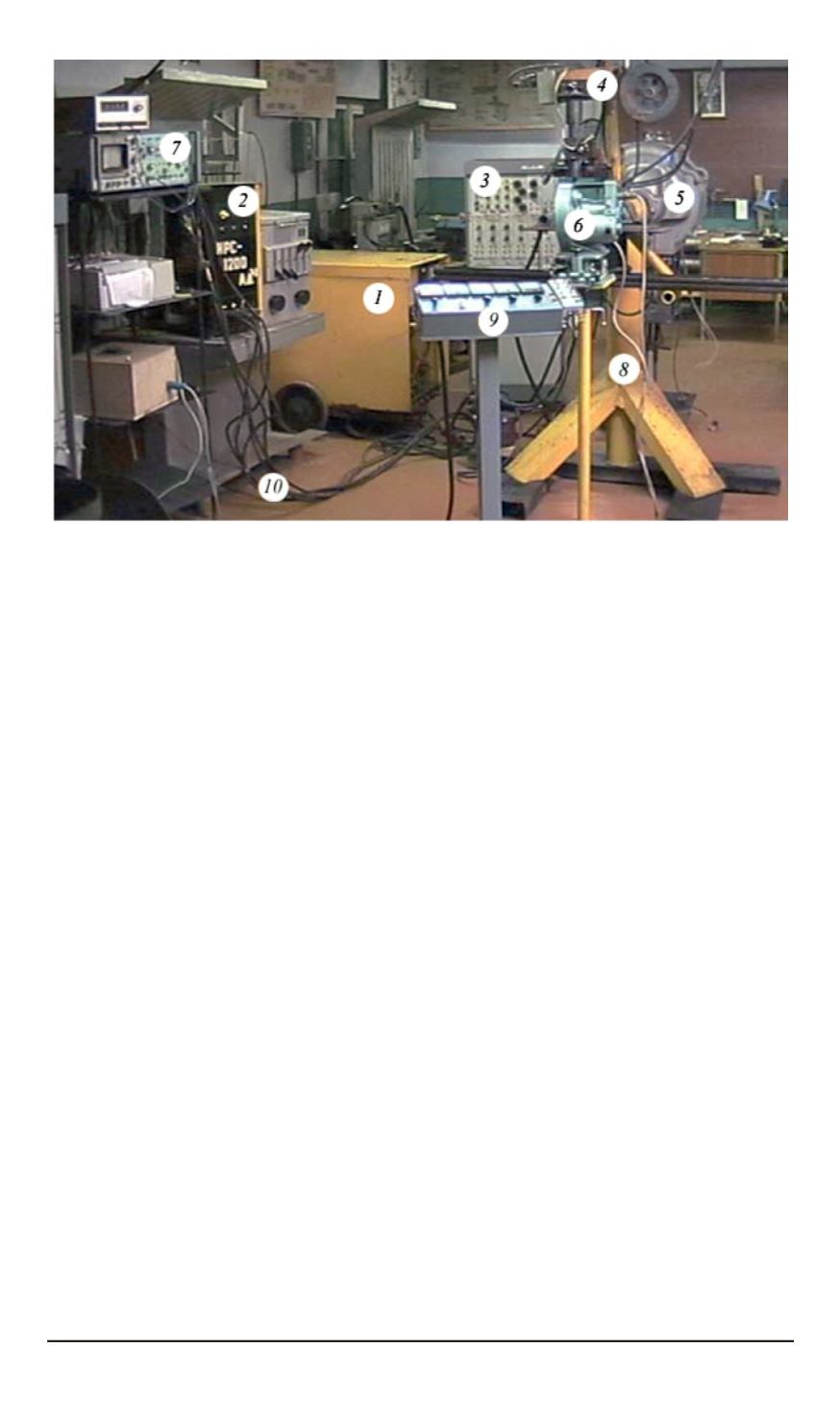
Рис. 1. Экспериментальная установка для исследований процесса импульсно-
дуговой сварки:
1
— сварочный источник питания ВДУ-504У3;
2
— модулятор ИРС-1200АДМ;
3
—
блок управления БАРС-2В;
4
— сварочная головка ГСП-2;
5
— дуговой прожектор
КПТ-2;
6
— скоростная кинокамера СКС-1М;
7
— светолучевой осциллограф
С8-13;
8
— сварочный стенд;
9
— пульт управления;
10
— сварочные кабели и
измерительные провода
Режимы сварки:
— расход углекислого газа 15 л/мин;
— вылет электрода 16 мм;
— скорость сварки 20–30 м/ч;
— среднее напряжение 33–37 В;
— скорость подачи электродной проволоки 450 м/ч.
Энергия, определяющая плавление и перенос капли в момент дей-
ствия импульса, зависит от следующих параметров: длительности им-
пульса
(
t
и
)
, амплитуды импульса
(
I
и
)
. В целях нахождения взаимосвя-
зи параметров, определяющих энергию импульса, проведены иссле-
дования по выявлению области режимов с управляемым переносом
электродного металла.
Результаты эксперимента и их обсуждение.
В ходе эксперимен-
та было отмечено, что применение импульсов сварочного тока хоро-
шо влияет на процесс плавления и переноса электродного металла.
На рис. 2 показана область режимов, ограниченная кривыми
1
и
2
, с
управляемым переносом электродного металла.
При малой длительности импульсов ограничение области режимов
связано с более интенсивным изменением характеристик плавления
и переноса электродного металла. Увеличение амплитуды импульсов
приводит к значительному изменению сил, действующих на каплю
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 5 107


