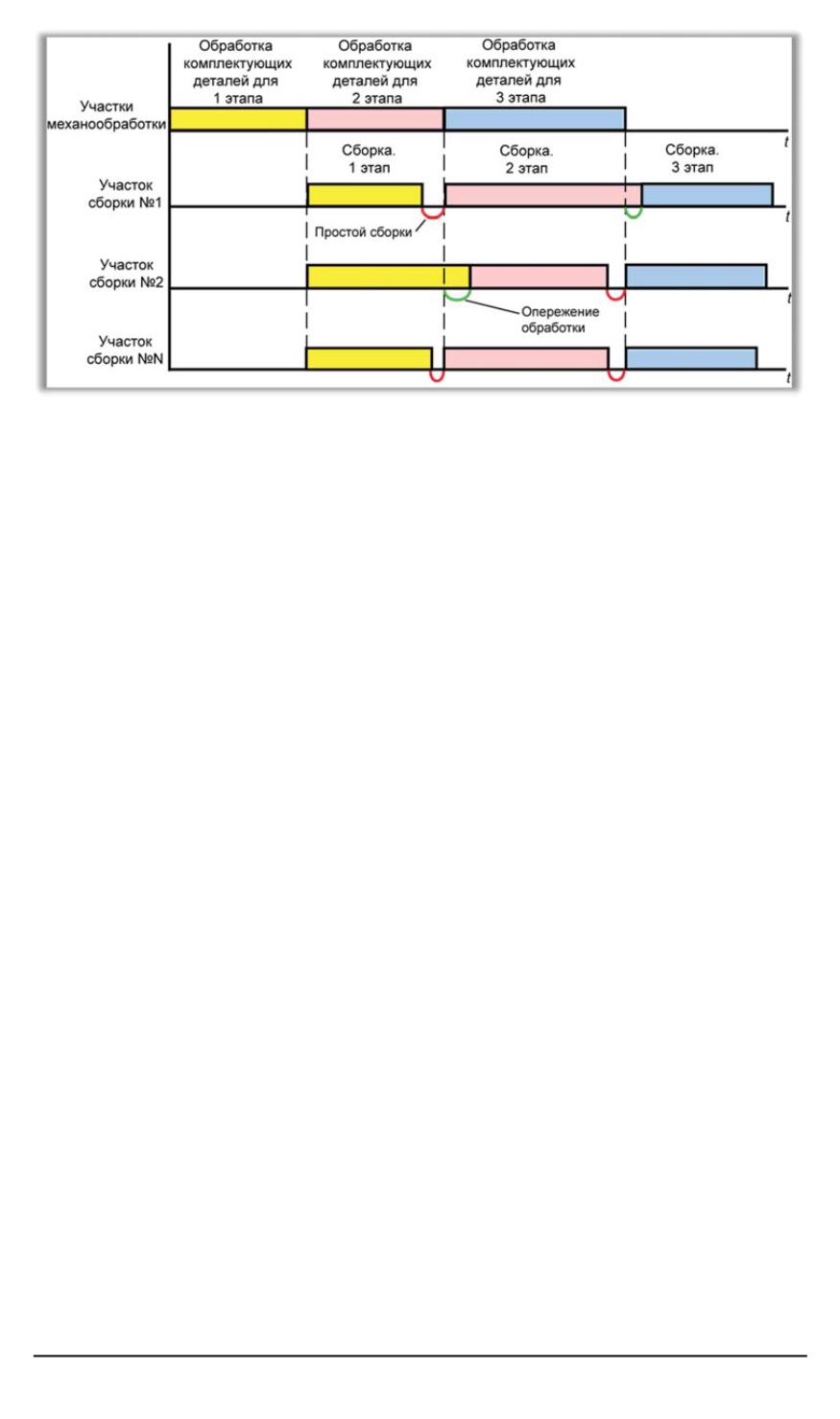
Поэтапный процесизготовления готовой продукции свозможностью парал-
лельной сборки изделий
В работе [1] для этого предлагается строить укрупненные или кар-
касные расписания обработки специально сформированных групп де-
талей и уже наиболее выгодное каркасное расписание в случае необ-
ходимости “раскрывать” до расписаний обработки отдельных деталей.
Каркасные расписания процессов обработки комплектующих де-
талей строятся на основе информации о времени обработки комплек-
тующих деталей на каждом используемом оборудовании и порядке
их обработки. Для построения каркасных расписаний обработки ком-
плектующих деталей сначала формируются партии деталей, посколь-
ку в настоящее время широко используется унификация деталей и
поэтому большое число одинаковых деталей может входить в состав
различных изделий.
При построении каркасных расписаний все партии комплектую-
щих деталей каждого этапа сборки разделяются на группы так, чтобы
все детали одной группы при своей обработке в одной последова-
тельности проходили бы одни и те же производственные системы и
участки предприятия.
После формирования таких групп определяется время обработки
деталей каждой группы на соответствующих производственных участ-
ках предприятия.
Время обработки группы деталей на производственном участке
предприятия определяется как путем построения расписания обработ-
ки с помощью традиционных методов построения расписаний [2–5],
так и с использованием моделей [1, 6, 7], позволяющих получать до-
статочно хорошие оценки этого времени.
После определения времени обработки всех сформированных
групп деталей на производственных участках, где группа обраба-
тывается, строится каркасное расписание обработки. При построении
каркасного расписания каждая из сформированных групп деталей рас-
сматривается как обобщенная деталь, а производственный участок,
104 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2009. № 3


