Рис. 1. Схема планетар-
ной обработки внутрен-
ней цилиндрической по-
верхности:
1
— заготовка;
2
— инстру-
мент
где
d
= 2
r
— диаметр инструмента, мм;
D
= 2
R
— диаметр обрабатываемого отвер-
стия, мм;
S
z
— подача на зуб, мм/зуб;
z
— число
зубьев;
m
— коэффициент превышения одного
оборота планетарного вращения инструмента;
n
— частота вращения инструмента, мин
−
1
.
Расчетные режимы для табл. 1:
D
= 40
мм, глубина отверстия
l
= 40
мм,
S
z
= 0
,
07
мм/зуб,
z
= 6
,
v
= 120
м/мин;
1)
d
= 25
мм, глубина резания за один оборот
18 мм; 2)
d
= 40
мм; 3)
d
= 25
мм.
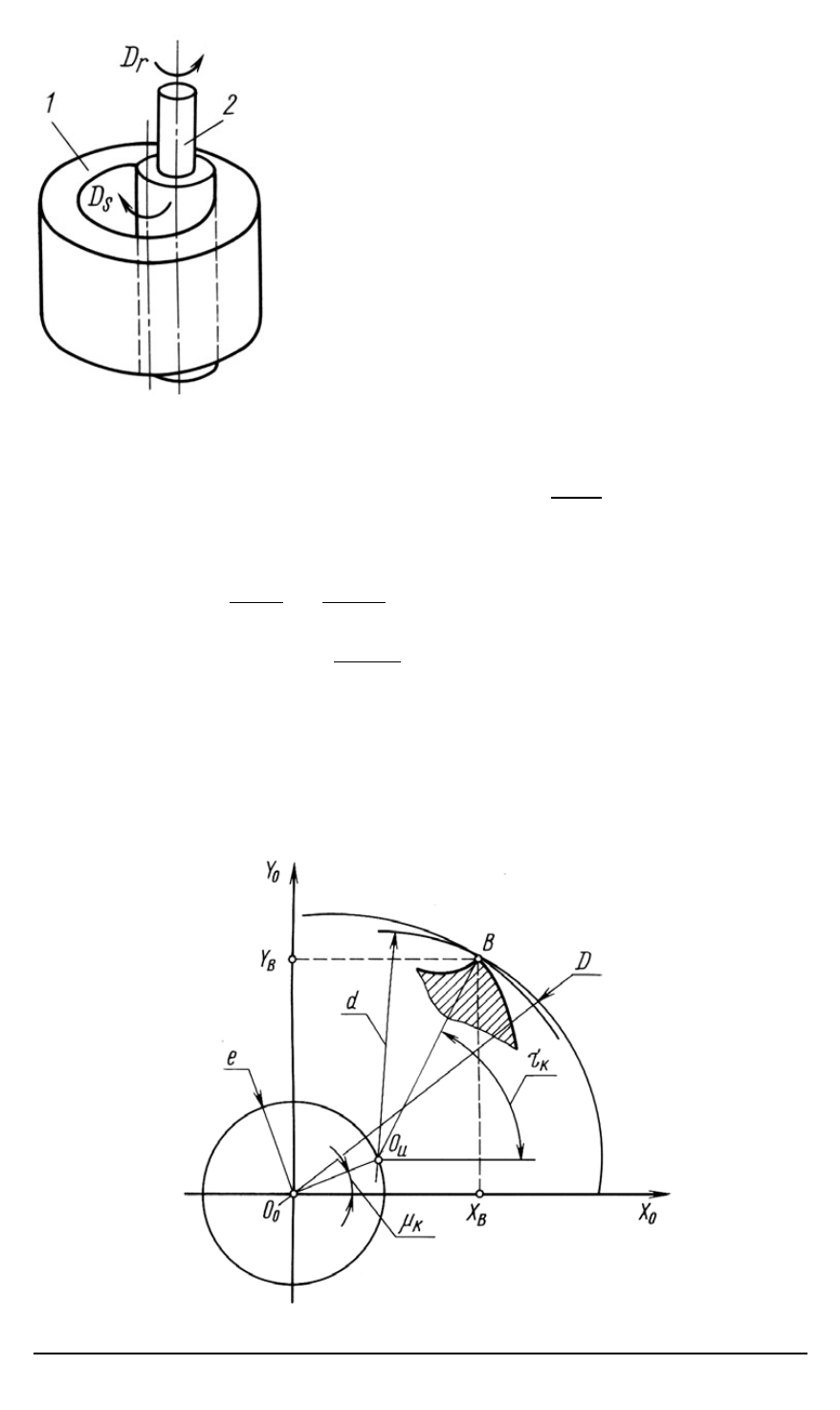
Параметры обработки отверстия фрезеро-
ванием (см. рис. 2) [7, 8]:
µ
k
— элементарный
угол поворота центра инструмента вокруг оси
отверстия, рад.;
ξ
=
2
S
z
z
D
— угол поворота
центра инструмента относительно центра из-
делия за один оборот инструмента вокруг сво-
ей оси, рад.;
τ
k
=
2
πµ
k
ξ
=
πDµ
k
S
z
z
— угол поворота вершины зуба вокруг
оси инструмента, рад;
e
=
D
−
d
2
— эксцентриситет, мм.
Нужно отметить, что отверстие обрабатывается за один проход ин-
струмента на всю длину обрабатываемого отверстия. Схема для рас-
чета координат точки В в вершине зуба инструмента соответствует
схеме обработки на рис. 2, где
Х
0
Y
0
Z
0
— система координат отверстия.
Рис. 2. Схема обработки отверстия фрезерованием
38 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2005. № 4


